Module Conveyor: The Ultimate B2B Sourcing Guide for Global Buyer
Introduction: Navigating the Global Market for module conveyor
In today’s fast-paced industrial landscape, sourcing modular conveyor systems that meet specific operational needs can be a significant challenge for international B2B buyers. As businesses expand their production capabilities, the demand for flexible and efficient conveyor solutions has surged, prompting decision-makers to seek systems that not only enhance workflow but also adapt to evolving requirements. This guide serves as an essential resource for understanding the diverse types of modular conveyors available, their applications across various industries, and the critical factors to consider when selecting suppliers.
Navigating the global market for modular conveyor systems involves careful consideration of key elements such as cost, configuration options, and supplier reliability. This comprehensive guide will empower buyers from regions like Africa, South America, the Middle East, and Europe—including countries like Saudi Arabia and Germany—to make informed purchasing decisions. By providing insights into the latest trends, technologies, and best practices in conveyor systems, we aim to equip you with the knowledge needed to optimize your operations and enhance productivity. Whether you are looking for belt conveyors, accumulation systems, or custom solutions, this guide will help you identify the right equipment to meet your specific business needs while ensuring a robust return on investment.
Understanding module conveyor Types and Variations
| Type Name | Key Distinguishing Features | Primary B2B Applications | Brief Pros & Cons for Buyers |
|---|---|---|---|
| MatTop Conveyor | Durable, high-impact design; handles various packaging | Snack food, beverage, pharmaceuticals | Pros: Versatile; robust construction. Cons: May require more space due to its sturdiness. |
| TableTop Conveyor | Compact and easy to install; low-profile design | Packaged foods, contract packaging | Pros: Quick assembly; efficient in tight spaces. Cons: Limited load capacity compared to others. |
| Low-Profile Belt Conveyor | Slim design; excellent for tight spaces | Electronics, automotive, consumer goods | Pros: Space-saving; smooth operation. Cons: May have higher maintenance costs over time. |
| Z-Style Incline Conveyor | Adjustable angles; effective for elevation | Manufacturing, warehousing | Pros: Flexible configuration; maximizes vertical space. Cons: Complexity in setup can increase costs. |
| Vertical Conveyor | Optimizes floor space; suitable for small footprints | Food processing, packaging | Pros: Efficient use of space; ideal for bulk materials. Cons: May require custom designs for specific needs. |
What are the Key Characteristics of MatTop Conveyors?
MatTop conveyors are distinguished by their robust, high-impact design, making them ideal for handling a variety of packaging types. They are particularly suited for industries like snack food, beverage, and pharmaceuticals, where durability is paramount. When considering a MatTop conveyor, buyers should evaluate the specific load requirements and available space, as their sturdiness may necessitate a larger footprint. Additionally, while they offer versatility in application, the initial investment can be higher than less robust systems.
How Do TableTop Conveyors Benefit Businesses?
TableTop conveyors are known for their compact and low-profile design, which allows for easy installation and integration into existing production lines. They are commonly used in packaged foods and contract packaging due to their efficiency in tight spaces. Buyers should consider the conveyor’s load capacity and whether it meets their operational needs, as these systems may have limitations in handling heavier items. The quick assembly feature can significantly reduce downtime during installation, making it a practical choice for businesses looking to optimize workflow.
Why Choose Low-Profile Belt Conveyors?
Low-Profile belt conveyors are designed to fit seamlessly into tight spaces while providing smooth and reliable operation. They are particularly effective in industries such as electronics and automotive, where product handling efficiency is crucial. Buyers should assess the potential for higher maintenance costs associated with these systems, as their compact design may lead to more wear on components. However, their space-saving nature often justifies the investment, especially in high-density manufacturing environments.
What Advantages Do Z-Style Incline Conveyors Offer?
Z-Style incline conveyors provide flexible configurations with adjustable angles, making them ideal for transporting products vertically within a facility. This adaptability is particularly beneficial in manufacturing and warehousing settings, where maximizing vertical space can lead to increased operational efficiency. Buyers should be mindful of the complexity involved in setup, which may require additional resources and time. Despite this, the ability to customize the incline angle can significantly enhance workflow and product handling.

Illustrative image related to module conveyor
How Do Vertical Conveyors Optimize Space?
Vertical conveyors are designed to make the most of limited floor space by elevating materials effectively. They are commonly used in food processing and packaging industries, where bulk materials need to be transported efficiently. When considering a vertical conveyor, businesses should evaluate their specific material handling needs and whether a custom design is necessary. While they are highly effective in maximizing space, the initial investment and potential customization can impact overall costs.
Key Industrial Applications of module conveyor
| Industry/Sector | Specific Application of Module Conveyor | Value/Benefit for the Business | Key Sourcing Considerations for this Application |
|---|---|---|---|
| Food and Beverage | Automated packaging lines for snack foods | Increases efficiency and reduces labor costs by automating packaging processes. | Ensure compliance with food safety standards and hygienic design. |
| Pharmaceuticals | Conveying products in cleanroom environments | Facilitates safe and efficient transport of sensitive products, minimizing contamination risks. | Look for conveyors that meet ISO cleanroom standards and offer easy cleaning features. |
| Automotive Manufacturing | Parts assembly and distribution | Streamlines production lines, reducing bottlenecks and increasing throughput. | Consider modularity for easy reconfiguration as production needs change. |
| Contract Packaging | Custom packaging solutions for various products | Provides flexibility to adapt to different product sizes and types, enhancing operational agility. | Evaluate the adaptability of the conveyor system to different packaging formats. |
| Household Cleaning Products | Transporting and assembling cleaning product containers | Enhances workflow efficiency and reduces manual handling injuries. | Source conveyors with features for easy integration with existing systems. |
How are Module Conveyors Used in Food and Beverage Industries?
In the food and beverage sector, module conveyors are pivotal for automating packaging lines, particularly for snack foods. They efficiently transport products through various stages, from filling to sealing, ensuring consistent handling and reducing labor costs. Buyers in this sector must ensure that the conveyors comply with stringent food safety regulations, featuring hygienic designs that facilitate easy cleaning and maintenance. The adaptability of module conveyors allows for quick reconfiguration to handle different product sizes and packaging formats, making them a valuable asset for manufacturers looking to optimize their operations.
What Role do Module Conveyors Play in Pharmaceutical Manufacturing?
Module conveyors are essential in pharmaceutical manufacturing, particularly in cleanroom environments where contamination control is critical. They are designed to transport sensitive products, such as vials and syringes, while minimizing the risk of contamination. This application requires conveyors that adhere to ISO cleanroom standards and are easy to sanitize. For international buyers, especially in regions like Europe and the Middle East, sourcing conveyors with robust construction and features that allow for quick disassembly and cleaning is crucial to maintaining operational integrity and compliance with health regulations.
How are Module Conveyors Beneficial in Automotive Manufacturing?
In the automotive sector, module conveyors facilitate the assembly and distribution of parts, significantly streamlining production lines. By reducing bottlenecks and enhancing throughput, these systems contribute to higher efficiency and lower operational costs. For businesses in regions such as South America and Africa, the ability to easily reconfigure conveyors to adapt to changing production needs is a key consideration. Buyers should focus on sourcing modular systems that allow for flexibility in design and integration with existing manufacturing processes to maximize productivity.
Illustrative image related to module conveyor
Why are Module Conveyors Important for Contract Packaging?
Module conveyors are increasingly used in contract packaging to provide custom solutions for various products. They enable businesses to adapt to different packaging requirements quickly, enhancing operational agility. This adaptability is especially important for companies that handle a diverse range of products, as it reduces downtime and increases efficiency. When sourcing conveyors for contract packaging, businesses should consider systems that offer versatility in design and compatibility with multiple packaging formats to meet the dynamic needs of their clients.
How Do Module Conveyors Improve Efficiency in Household Cleaning Product Manufacturing?
In the manufacturing of household cleaning products, module conveyors are utilized for transporting and assembling product containers, enhancing workflow efficiency. By automating these processes, businesses can reduce manual handling injuries and improve overall safety in the workplace. International buyers should prioritize sourcing conveyors that can easily integrate with existing systems and accommodate various product sizes and weights. Additionally, features such as adjustable speeds and modular designs can provide significant operational benefits, allowing for quick adjustments as production demands fluctuate.
3 Common User Pain Points for ‘module conveyor’ & Their Solutions
Scenario 1: Inefficient Product Flow in Production Lines
The Problem: Many B2B buyers face significant challenges with product flow when integrating modular conveyors into their production lines. This inefficiency often results from outdated or poorly configured systems, leading to bottlenecks that slow down operations. For instance, a food packaging facility may struggle to maintain an optimal pace because their conveyor system is not designed to handle varying package sizes or weights. This inefficiency can lead to increased labor costs, missed deadlines, and ultimately, customer dissatisfaction.
Illustrative image related to module conveyor
The Solution: To address these issues, it’s essential to select a modular conveyor system that offers flexibility and scalability. Buyers should look for conveyors that allow for easy reconfiguration, enabling them to adapt to changing production needs without investing in entirely new equipment. For example, choosing a modular conveyor with adjustable guide rails and customizable belt options can help manage different product sizes effectively. Additionally, engaging with suppliers who provide comprehensive technical support can ensure that the conveyor system is optimized for specific operational requirements, thereby enhancing overall productivity.
Scenario 2: High Maintenance Costs and Downtime
The Problem: Another common pain point for B2B buyers is the high maintenance costs associated with traditional conveyor systems. Frequent breakdowns or the need for costly repairs can lead to unplanned downtime, which disrupts production schedules and impacts profitability. For instance, a manufacturer in the automotive sector may find that their conveyors require constant maintenance due to wear and tear, resulting in lost production hours and increased operational costs.
The Solution: To mitigate these challenges, buyers should consider investing in modular conveyor systems built with high-quality materials that ensure durability and longevity. Systems designed with easy access to components for maintenance can significantly reduce downtime. It’s also beneficial to implement a scheduled maintenance program that includes regular inspections and the use of predictive maintenance technologies. By choosing conveyors that come with warranties and support from manufacturers, companies can minimize their long-term maintenance costs while ensuring their systems operate smoothly.
Scenario 3: Difficulty in Meeting Diverse Production Needs
The Problem: B2B buyers often encounter difficulties when their production needs evolve, particularly in industries like food and beverage or pharmaceuticals, where regulations and product specifications can change rapidly. A modular conveyor system that cannot easily adapt to new product lines or packaging requirements can hinder a company’s ability to respond to market demands. For example, a beverage company may need to transition from glass to plastic bottles but find their existing conveyor system incompatible.

Illustrative image related to module conveyor
The Solution: To overcome this challenge, buyers should prioritize modular conveyor systems that offer versatility and customization options. Engaging with suppliers who provide a range of components, such as incline and decline modules or specialized belt types, will allow for quick adjustments to the system as production requirements change. Additionally, implementing a modular design philosophy means that companies can add or replace specific sections of the conveyor without a complete overhaul, ultimately saving time and resources. Buyers should also consider seeking out suppliers with a proven track record in their industry, ensuring that they receive reliable solutions tailored to their specific operational needs.
Strategic Material Selection Guide for module conveyor
What Are the Key Materials Used in Modular Conveyors?
When selecting materials for modular conveyors, it is essential to consider properties that influence performance, durability, and cost. Below are analyses of four common materials used in the construction of modular conveyors, focusing on their properties, advantages, disadvantages, and implications for international B2B buyers.
How Does Stainless Steel Perform in Modular Conveyors?
Key Properties: Stainless steel is renowned for its high corrosion resistance, strength, and ability to withstand extreme temperatures. It typically offers a temperature rating of up to 800°F (427°C) and is resistant to various chemicals, making it suitable for diverse applications.
Pros & Cons: The durability of stainless steel ensures a long lifespan, reducing the need for frequent replacements. However, it is more expensive than other materials like plastic or aluminum, which can impact initial investment costs. Manufacturing complexity is moderate, as stainless steel requires specialized equipment for cutting and welding.
Illustrative image related to module conveyor
Impact on Application: Stainless steel is ideal for environments where hygiene is critical, such as food processing and pharmaceuticals. Its resistance to corrosion makes it suitable for wet or humid conditions.
Considerations for International Buyers: Buyers from regions like Europe and the Middle East should ensure compliance with relevant standards such as ASTM and DIN for food safety and material specifications. In Africa and South America, where temperature fluctuations may be significant, stainless steel’s thermal resilience is a considerable advantage.
What Role Does Plastic Play in Modular Conveyors?
Key Properties: Plastic materials, particularly high-density polyethylene (HDPE) and polycarbonate, offer lightweight construction and excellent impact resistance. They are generally rated for temperatures up to 180°F (82°C) and are resistant to many chemicals.
Illustrative image related to module conveyor
Pros & Cons: The primary advantage of plastic is its low cost and ease of manufacturing, allowing for rapid production and customization. However, plastics may not be suitable for high-temperature applications and can degrade over time under UV exposure.
Impact on Application: Plastic conveyors are often used in industries like packaging and assembly, where lightweight materials can enhance efficiency. They are also suitable for applications requiring flexibility in design.
Considerations for International Buyers: Buyers should check for compliance with ISO standards and consider the environmental impact of plastic materials, especially in regions with strict regulations on waste management.
Why Choose Aluminum for Modular Conveyors?
Key Properties: Aluminum is lightweight, corrosion-resistant, and has a good strength-to-weight ratio. It typically withstands temperatures up to 400°F (204°C) and offers moderate chemical resistance.
Pros & Cons: Aluminum’s lightweight nature facilitates easy installation and reconfiguration, making it ideal for dynamic production environments. However, it can be more expensive than plastic and may require additional coatings for enhanced corrosion resistance.

Illustrative image related to module conveyor
Impact on Application: Aluminum is suitable for applications in automotive and electronics manufacturing, where lightweight and durable materials are essential.
Considerations for International Buyers: In Europe, compliance with REACH regulations regarding chemical safety is crucial. Buyers in Africa and South America should consider the availability of aluminum and its associated costs in their regions.
How Does Carbon Steel Compare in Modular Conveyors?
Key Properties: Carbon steel is known for its high strength and durability, making it suitable for heavy-duty applications. It typically has a temperature rating of up to 500°F (260°C) but is prone to corrosion without protective coatings.
Pros & Cons: The cost-effectiveness of carbon steel makes it a popular choice for budget-conscious buyers. However, its susceptibility to rust and corrosion necessitates regular maintenance and protective finishes, which can increase long-term costs.
Impact on Application: Carbon steel is often used in bulk material handling and heavy manufacturing environments, where strength is prioritized over weight.
Considerations for International Buyers: Buyers should be aware of the need for protective coatings in humid climates, particularly in regions like the Middle East and South America, where moisture can accelerate corrosion.
Summary Table of Material Selection for Modular Conveyors
| Material | Typical Use Case for module conveyor | Key Advantage | Key Disadvantage/Limitation | Relative Cost (Low/Med/High) |
|---|---|---|---|---|
| Stainless Steel | Food processing, pharmaceuticals | High corrosion resistance and durability | Higher initial cost | High |
| Plastic | Packaging, assembly | Lightweight and cost-effective | Limited temperature and UV resistance | Low |
| Aluminum | Automotive, electronics | Lightweight and easy to reconfigure | Higher cost and potential corrosion | Medium |
| Carbon Steel | Heavy manufacturing, bulk handling | Cost-effective and strong | Prone to corrosion without coatings | Low |
This guide provides a comprehensive overview of material selection for modular conveyors, helping international B2B buyers make informed decisions based on their specific operational needs and regional considerations.
In-depth Look: Manufacturing Processes and Quality Assurance for module conveyor
What Are the Main Stages of Manufacturing Module Conveyors?
The manufacturing process of module conveyors involves several crucial stages that ensure the final product meets the quality and performance expectations of B2B buyers. Understanding these stages is essential for making informed purchasing decisions.
How Is Material Prepared for Module Conveyors?
The initial stage in the manufacturing of module conveyors is material preparation. High-quality materials, such as stainless steel or durable plastics, are selected based on the specific requirements of the conveyor system, including load capacity and environmental conditions. These materials undergo thorough inspections to ensure they meet industry standards. For instance, steel may be treated to resist corrosion, while plastics might be evaluated for impact resistance.
What Forming Techniques Are Commonly Used in Conveyor Manufacturing?
Once the materials are prepared, the next step is forming. This process includes cutting, bending, and shaping the materials into the desired conveyor components. Techniques such as laser cutting and CNC machining are often employed for precision. These methods ensure that each part is produced to exact specifications, which is critical for the overall functionality of the conveyor system.
How Is Assembly Conducted in Module Conveyor Production?
After forming, the assembly phase begins. This involves putting together the various components, such as frames, belts, and motors. Modular design principles allow for flexibility, enabling manufacturers to easily customize systems to meet specific client needs. During assembly, skilled technicians ensure that all parts fit together correctly, minimizing the risk of mechanical failure later on.

Illustrative image related to module conveyor
What Finishing Processes Are Applied to Enhance Conveyor Quality?
The finishing stage includes processes such as painting, coating, or polishing, which enhance both the aesthetic appeal and durability of the conveyor systems. This stage often involves applying protective coatings that resist wear and corrosion, especially in industries like food processing or pharmaceuticals where hygiene is paramount. Quality control measures at this stage ensure that the finish meets both functional and regulatory requirements.
What Quality Assurance Measures Are Implemented in Conveyor Manufacturing?
Quality assurance (QA) is a critical component of the manufacturing process, ensuring that each module conveyor meets international standards and client specifications. B2B buyers should be aware of the various QA measures that manufacturers implement.
Which International Standards Are Relevant for Module Conveyors?
Manufacturers often adhere to international standards such as ISO 9001, which focuses on quality management systems. Compliance with ISO 9001 indicates that the manufacturer has a robust quality management process in place. Additionally, industry-specific certifications like CE (Conformité Européenne) for the European market and API (American Petroleum Institute) for oil and gas applications may be relevant, depending on the intended use of the conveyors.
What Are the Key Quality Control Checkpoints During Manufacturing?
Quality control checkpoints are established at various stages of the manufacturing process:
- Incoming Quality Control (IQC): This stage involves inspecting raw materials upon delivery to ensure they meet specified standards.
- In-Process Quality Control (IPQC): During assembly, ongoing inspections are conducted to identify and rectify any issues before they escalate.
- Final Quality Control (FQC): Once the conveyor is fully assembled, a comprehensive inspection is performed to validate its performance against design specifications.
These checkpoints help mitigate risks and maintain high-quality standards throughout the production process.
How Do Common Testing Methods Ensure Conveyor Quality?
Testing methods are integral to quality assurance. Manufacturers typically employ a variety of tests, including:
- Functional Testing: This assesses the conveyor’s operational efficiency, including speed and load capacity.
- Durability Testing: Simulating long-term use, this testing evaluates the wear and tear of materials under typical operating conditions.
- Safety Testing: Ensures that the conveyor systems comply with safety regulations and standards, protecting operators and minimizing liability.
How Can B2B Buyers Verify Supplier Quality Control?
B2B buyers should take proactive steps to verify the quality control processes of their suppliers. Here are several actionable strategies:
What Audit Practices Should Be Followed?
Conducting audits is a vital practice. Buyers can request to perform on-site audits or review third-party audit reports. These audits should focus on the supplier’s adherence to quality standards and their overall manufacturing processes.
How Important Are Quality Assurance Reports?
Suppliers should provide comprehensive quality assurance reports detailing their testing methods, inspection results, and compliance with relevant standards. These reports serve as documentation of the supplier’s commitment to quality.
What Role Do Third-Party Inspections Play in Quality Assurance?
Engaging third-party inspection services can provide an unbiased assessment of the supplier’s quality control measures. These inspections can verify the integrity of the manufacturing process and the quality of the final product, giving buyers added confidence in their purchasing decisions.
What Are the Quality Control Nuances for International B2B Buyers?
For international buyers, particularly those from Africa, South America, the Middle East, and Europe, understanding regional regulations and standards is essential. Different markets may have specific compliance requirements that impact the design and operation of conveyor systems.
How Do Regulatory Compliance and Standards Vary by Region?
Buyers should be aware that compliance requirements can vary significantly by region. For instance, the European Union has stringent regulations regarding product safety and environmental impact, while other regions may have different priorities. Understanding these nuances helps buyers avoid potential legal and operational pitfalls.
What Should Buyers Consider Regarding Supply Chain Reliability?
Supply chain reliability is another critical aspect of quality assurance. Buyers should evaluate the supplier’s ability to maintain consistent quality and timely delivery, especially in regions where logistics can be challenging. Establishing strong communication with suppliers can help ensure that any quality issues are promptly addressed.
By understanding the manufacturing processes and quality assurance measures of module conveyors, B2B buyers can make informed decisions that align with their operational needs and regulatory requirements. This knowledge not only enhances procurement strategies but also fosters long-term partnerships with reliable suppliers.

Illustrative image related to module conveyor
Practical Sourcing Guide: A Step-by-Step Checklist for ‘module conveyor’
To assist international B2B buyers in procuring modular conveyors effectively, this guide outlines a structured approach. By following these steps, you can ensure that your investment aligns with your operational requirements and delivers maximum efficiency.
Step 1: Define Your Technical Specifications
Before beginning the procurement process, it is essential to outline the specific technical requirements for your modular conveyor system. Consider factors such as the types of materials to be conveyed, the required speed and throughput, and the overall layout of your facility. This clarity will help you communicate effectively with suppliers and ensure the solution meets your operational needs.
Step 2: Research Potential Suppliers
Conduct thorough research to identify potential suppliers specializing in modular conveyor systems. Look for established companies with a strong track record in your industry, paying attention to their product offerings and customer reviews. Utilize resources such as industry publications, trade shows, and online directories to compile a list of reputable manufacturers.
Step 3: Evaluate Supplier Certifications and Compliance
Ensure that potential suppliers have the necessary certifications and compliance with international standards. This is crucial for maintaining product quality and safety. Look for ISO certifications, CE marking (for European markets), and compliance with local regulations in your target regions. This step reduces the risk of operational disruptions and enhances trust in your supplier.
Step 4: Request and Analyze Quotations
Once you have shortlisted suppliers, request detailed quotations from each. Analyze the cost structures, including base prices, shipping, installation, and any additional service fees. Pay attention to the warranty terms and after-sales support offered, as these can significantly affect the total cost of ownership.

Illustrative image related to module conveyor
Step 5: Assess Customization and Flexibility Options
Given the dynamic nature of manufacturing, assess how adaptable the modular conveyor systems are. Inquire about the possibility of customization to suit your specific processes and whether the system can be easily reconfigured in the future. This flexibility can save costs and extend the life of your investment as your operational needs evolve.
Step 6: Verify Supplier Support and Service Capabilities
Evaluate the level of customer support and service provided by the supplier. It’s important to ensure they offer timely technical assistance, spare parts availability, and maintenance services. Strong support can minimize downtime and enhance the longevity of your conveyor system, making it a critical factor in your decision-making process.
Step 7: Conduct Site Visits and Reference Checks
If possible, conduct site visits to suppliers’ facilities to observe their manufacturing processes and quality control measures. Additionally, request references from other businesses that have implemented similar systems. Learning about their experiences can provide valuable insights into the supplier’s reliability and product performance in real-world applications.
By following this checklist, you can make informed decisions that align with your business goals and operational efficiency when sourcing modular conveyors.
Illustrative image related to module conveyor
Comprehensive Cost and Pricing Analysis for module conveyor Sourcing
What Are the Key Cost Components in Module Conveyor Sourcing?
When sourcing modular conveyors, understanding the comprehensive cost structure is critical for effective budgeting and decision-making. The primary cost components include:
-
Materials: The choice of materials significantly influences the overall cost. Common materials like stainless steel or high-impact polycarbonate are used for durability and hygiene, especially in food and pharmaceutical applications. Higher-quality materials may incur greater upfront costs but can lead to lower maintenance and replacement expenses over time.
-
Labor: Labor costs encompass both manufacturing and assembly. Skilled labor is essential for constructing complex modular systems, and labor rates can vary significantly based on geographic location. In regions like Europe, labor costs may be higher than in Africa or South America, which can affect overall pricing.
-
Manufacturing Overhead: This includes costs related to facilities, equipment, and utilities necessary for production. Overhead can vary based on the manufacturer’s location and efficiency, impacting the final price of modular conveyors.
-
Tooling: Custom tooling for specific configurations or features can add to the cost. While standard configurations may be less expensive, customized solutions often require additional investment in tooling.
-
Quality Control (QC): Rigorous QC processes ensure the reliability and safety of modular conveyors. While these processes can add to upfront costs, they are crucial for minimizing long-term operational risks and maintenance costs.
-
Logistics: Shipping and transportation costs should not be overlooked, particularly for international buyers. Factors such as distance, shipping method, and import duties can significantly influence the total cost.
-
Margin: Suppliers typically add a profit margin to their costs. Understanding the industry standard margins can help buyers gauge whether they are receiving competitive pricing.
How Do Price Influencers Impact Modular Conveyor Costs?
Several factors can influence the pricing of modular conveyors:
-
Volume and Minimum Order Quantity (MOQ): Larger orders often lead to lower per-unit costs due to economies of scale. Buyers should inquire about MOQ and potential discounts for bulk purchases.
-
Specifications and Customization: Highly customized conveyors with specific functionalities or unique dimensions will generally be more expensive than standard models. Buyers should weigh the benefits of customization against the additional costs.
-
Material Quality and Certifications: The certification of materials (e.g., ISO, FDA) can influence pricing. Products that meet stringent quality standards may come at a premium but offer long-term reliability and compliance.
-
Supplier Factors: The reputation and reliability of the supplier can also impact pricing. Established suppliers may charge more due to their proven track record, while lesser-known manufacturers might offer lower prices but with potential risks.
-
Incoterms: Understanding Incoterms (International Commercial Terms) is crucial for international buyers. These terms dictate who bears the costs and risks during shipping, which can significantly impact the total cost of acquisition.
What Are the Best Negotiation Tips for Buyers of Modular Conveyors?
Effective negotiation strategies can help B2B buyers secure better pricing and terms:
-
Research and Compare: Conduct thorough research to compare prices and specifications from multiple suppliers. This data empowers buyers during negotiations and helps identify competitive offers.
-
Leverage Volume: If possible, commit to larger orders to negotiate lower prices. Suppliers are often willing to provide discounts for guaranteed business.
-
Discuss Total Cost of Ownership (TCO): Emphasize the importance of TCO in negotiations. Highlight that lower upfront costs may lead to higher long-term expenses due to maintenance or replacement needs.
-
Be Open to Alternative Suppliers: If a supplier is unwilling to negotiate, consider exploring other manufacturers that may offer similar quality at more competitive prices.
-
Understand International Pricing Nuances: Be aware of currency fluctuations, tariffs, and regional market conditions that may affect pricing. This knowledge can be a valuable negotiation tool.
Conclusion: What Should Buyers Keep in Mind?
When sourcing modular conveyors, it is vital to consider all cost components and price influencers to make informed purchasing decisions. Always seek clarity on pricing structures and potential additional costs, and remember that indicative prices may vary based on specific requirements and market conditions. By applying these insights and negotiation strategies, B2B buyers can enhance their sourcing effectiveness and achieve better overall value in their conveyor systems.
Alternatives Analysis: Comparing module conveyor With Other Solutions
Understanding Alternatives to Module Conveyors
When considering conveyor systems for material handling and production processes, it is essential to evaluate various alternatives available in the market. Each solution comes with unique advantages and potential drawbacks that can impact operational efficiency, costs, and overall effectiveness. This comparison focuses on module conveyors, alongside two viable alternatives: traditional belt conveyors and overhead conveyor systems.
Comparison Table
| Comparison Aspect | Module Conveyor | Traditional Belt Conveyor | Overhead Conveyor System |
|---|---|---|---|
| Performance | High flexibility, customizable design for specific needs | Reliable for continuous transport of bulk materials | Optimizes floor space, good for lightweight items |
| Cost | Moderate initial investment; low long-term costs due to modularity | Lower initial cost but higher maintenance and operational costs | Higher initial investment; can reduce labor costs over time |
| Ease of Implementation | Quick assembly and reconfiguration | Requires more time for installation and adjustments | Complex installation; may require structural support |
| Maintenance | Low maintenance; components can be replaced easily | Higher maintenance needs; wear and tear on belts | Moderate maintenance; less frequent but requires specialized knowledge |
| Best Use Case | Ideal for diverse applications needing frequent reconfiguration | Best for high-volume, consistent material transport | Suitable for limited floor space, high-batch production |
Detailed Breakdown of Alternatives
Traditional Belt Conveyors
Traditional belt conveyors are a widely used solution for moving bulk materials over long distances. Their simplicity and reliability make them a go-to choice for many industries. However, they often lack the flexibility of module conveyors. The maintenance of belts can become costly over time due to wear and tear, and they typically require more space for installation. While they have a lower initial cost, the total cost of ownership can be higher due to ongoing maintenance and potential downtime.
Overhead Conveyor Systems
Overhead conveyor systems offer a unique advantage in maximizing floor space, allowing manufacturers to transport lightweight items above the production floor. This type of conveyor can improve workflow efficiency and reduce labor costs by automating the transport of goods. However, overhead systems often come with a higher initial investment and more complex installation requirements, including the need for structural support. Additionally, maintenance can be less frequent but may require specialized expertise, which could lead to increased operational costs if not managed properly.
Illustrative image related to module conveyor
Making the Right Choice for Your Business Needs
When selecting the appropriate conveyor solution, B2B buyers should consider several factors including the specific application requirements, budget constraints, and long-term operational goals. Module conveyors excel in flexibility and adaptability, making them ideal for businesses that require frequent changes in production processes. Conversely, traditional belt conveyors may be more suitable for high-volume, consistent operations, while overhead conveyor systems can be advantageous in environments where floor space is at a premium. Ultimately, assessing these elements will help businesses make informed decisions that align with their operational strategies and enhance productivity.
Essential Technical Properties and Trade Terminology for module conveyor
What Are the Key Technical Properties of Modular Conveyors?
Understanding the technical specifications of modular conveyors is crucial for B2B buyers looking to optimize their material handling processes. Here are several essential properties that define the performance and suitability of these systems:
-
Material Grade: The choice of materials used in modular conveyors significantly impacts their durability and performance. Common materials include stainless steel, aluminum, and high-impact plastics. For instance, stainless steel is preferred in food and pharmaceutical industries due to its corrosion resistance and hygiene standards. Selecting the appropriate material can minimize maintenance costs and extend the conveyor’s lifespan.
-
Belt Width and Length: These specifications dictate the conveyor’s capacity and the types of products it can handle. Wider belts can accommodate larger items, while longer lengths may be necessary for extensive production lines. Understanding these dimensions is vital for ensuring that the conveyor system aligns with your operational needs and space constraints.
-
Load Capacity: This refers to the maximum weight a conveyor can safely transport. Load capacity varies based on the design and material of the conveyor. Knowing the load capacity is essential to prevent overloading, which can lead to mechanical failures and safety hazards. Buyers should assess their product weights to select a system that meets their operational demands.
-
Speed and Throughput: Conveyor speed is a critical factor that affects overall efficiency. Measured in feet per minute (FPM), this specification determines how quickly products are moved through the system. High throughput rates can enhance productivity, but it’s important to balance speed with the need for careful handling of sensitive items.
-
Modularity: The modular design of these conveyors allows for easy reconfiguration and scalability. This property enables businesses to adapt their systems to changing production needs without significant capital expenditure. A modular approach can lead to cost savings and increased operational flexibility.
What Are Common Trade Terms Used in Modular Conveyor Systems?
Familiarizing yourself with industry jargon can facilitate smoother communication and negotiations with suppliers. Here are some essential trade terms related to modular conveyors:
-
OEM (Original Equipment Manufacturer): This term refers to companies that produce parts or equipment that may be marketed by another manufacturer. Understanding OEMs is crucial for buyers seeking specific conveyor components or systems that integrate seamlessly with existing equipment.
-
MOQ (Minimum Order Quantity): MOQ indicates the smallest quantity of a product that a supplier is willing to sell. This term is significant for buyers looking to make bulk purchases, as it can affect pricing and inventory management.
-
RFQ (Request for Quotation): An RFQ is a formal document sent to suppliers requesting pricing and terms for specific products or services. Utilizing RFQs can help businesses secure competitive pricing and clarify specifications with potential vendors.
-
Incoterms (International Commercial Terms): These are standardized trade terms used in international contracts to define the responsibilities of buyers and sellers. Understanding Incoterms is essential for international transactions, as they clarify who bears the risk and costs associated with shipping and delivery.
-
Lead Time: This term refers to the time taken from placing an order to receiving the product. For modular conveyor systems, lead times can vary based on customization and supplier capabilities. Knowing the lead time helps businesses plan their production schedules more effectively.
-
Customization: This refers to the ability to tailor conveyor systems to meet specific operational needs. Customization can include adjustments to size, material, and configuration. Understanding customization options allows buyers to invest in solutions that align closely with their unique requirements.
By grasping these technical properties and trade terms, B2B buyers can make informed decisions when sourcing modular conveyor systems, ensuring they select solutions that enhance efficiency and meet their operational goals.
Navigating Market Dynamics and Sourcing Trends in the module conveyor Sector
What Are the Key Trends Shaping the Global Modular Conveyor Market?
The modular conveyor market is experiencing significant growth driven by globalization and technological advancements. International B2B buyers are increasingly seeking flexible and customizable solutions that adapt to evolving production needs. Key trends include the rise of automation in manufacturing, which enhances operational efficiency and reduces labor costs. Furthermore, the integration of IoT (Internet of Things) in conveyor systems allows for real-time monitoring and predictive maintenance, appealing to industries from food and beverage to pharmaceuticals.
Sourcing trends are also shifting towards local suppliers, especially in regions like Africa and South America, where logistical constraints often make international shipping costly and time-consuming. Buyers are prioritizing suppliers who can provide quick lead times and localized support. The demand for versatile systems, such as modular and portable conveyors, is on the rise, allowing businesses to easily reconfigure their setups as production demands change. As sustainability becomes a central theme in procurement strategies, the focus on eco-friendly materials and energy-efficient systems is reshaping sourcing decisions.

Illustrative image related to module conveyor
How Is Sustainability Influencing Modular Conveyor Sourcing?
Sustainability is becoming a critical factor in the sourcing decisions of B2B buyers in the modular conveyor sector. The environmental impact of manufacturing processes and the materials used in conveyor systems are under scrutiny, prompting companies to seek suppliers with strong sustainability credentials. Buyers are increasingly interested in modular conveyors constructed from recycled or recyclable materials, which can significantly reduce the carbon footprint of their operations.
Moreover, the importance of ethical supply chains cannot be overstated. B2B buyers are looking for manufacturers who adhere to fair labor practices and sustainable sourcing standards. Certifications such as ISO 14001 (Environmental Management) and ISO 45001 (Occupational Health and Safety) are becoming essential criteria in supplier selection. By prioritizing suppliers who demonstrate a commitment to sustainability, companies not only enhance their brand reputation but also ensure compliance with increasingly stringent regulations in Europe and other regions.
What Has Driven the Evolution of Modular Conveyors in the B2B Landscape?
The evolution of modular conveyors can be traced back to the need for more efficient and adaptable production systems. Originally, conveyors were fixed in design and limited in their application. However, as industries began to diversify and production demands changed rapidly, the need for flexibility led to the development of modular systems. This evolution has enabled businesses to quickly reconfigure their production lines, maximizing space and efficiency.
Today, modular conveyors are not only customizable but also incorporate advanced technologies that enhance their functionality. With the rise of automation and smart manufacturing practices, these systems are becoming integral to modern production environments. The shift towards modular designs reflects the broader trend of agility in manufacturing, allowing companies to respond swiftly to market changes while maintaining operational efficiency.
In conclusion, understanding these market dynamics and sourcing trends is essential for international B2B buyers looking to invest in modular conveyor systems that align with their operational goals and sustainability initiatives.

Illustrative image related to module conveyor
Frequently Asked Questions (FAQs) for B2B Buyers of module conveyor
1. How do I solve integration issues with modular conveyors in my existing system?
To effectively integrate modular conveyors into your existing system, start by assessing your current workflow and identifying any bottlenecks. Collaborate with your supplier to design a conveyor system that aligns with your operational needs, ensuring compatibility with existing equipment. Most modular systems are designed for flexibility, allowing for easy reconfiguration. Engage in a pilot test to evaluate performance before full implementation, and ensure your team is trained on the new system to maximize efficiency.
2. What is the best modular conveyor type for my specific industry needs?
The best modular conveyor type depends on your industry and product specifications. For instance, if you’re in the food and beverage sector, consider options like MatTop or TableTop conveyors for their durability and ease of cleaning. For heavier items, a low-profile belt conveyor may be more suitable. Consult with suppliers who understand your industry requirements to recommend a conveyor system that optimizes productivity while ensuring compliance with safety and hygiene standards.
3. How can I customize a modular conveyor system to fit my operational needs?
Customization of modular conveyor systems can be achieved by selecting specific components like belt type, frame configuration, and accessories tailored to your product handling requirements. Discuss your needs with potential suppliers who can provide a range of options, including adjustable guide rails, diverter gates, and accumulation features. Many suppliers offer design services to create a conveyor system that not only fits your space but also enhances your operational efficiency.
Illustrative image related to module conveyor
4. What are the minimum order quantities (MOQ) for modular conveyors?
Minimum order quantities for modular conveyors can vary significantly between suppliers, often depending on the complexity of the system and specific components required. Some suppliers may offer flexible MOQs for standard components, while custom solutions could require larger orders. It’s advisable to inquire directly with manufacturers or distributors about their MOQ policies to understand how they align with your purchasing plans.
5. What payment terms should I expect when sourcing modular conveyors internationally?
Payment terms for international purchases of modular conveyors can differ based on the supplier and your negotiation. Common arrangements include partial upfront payments, with the balance due upon shipment or delivery. Some suppliers may also offer credit terms for established businesses. Always clarify payment methods, currency, and any potential duties or taxes that could affect the total cost before finalizing your order.
6. How do I ensure quality assurance (QA) when purchasing modular conveyors?
To ensure quality assurance when sourcing modular conveyors, request detailed specifications and certifications from your supplier. Look for suppliers that adhere to international quality standards, such as ISO certifications. Additionally, consider conducting factory audits or requesting samples to evaluate the materials and workmanship. Establish a clear QA process that includes inspections during manufacturing and before shipment to mitigate risks of defects.
7. What logistics considerations should I keep in mind when importing modular conveyors?
Logistics for importing modular conveyors involve several key considerations, including shipping methods, lead times, and customs regulations. Work with your supplier to determine the best shipping options, whether by air or sea, based on cost and urgency. Ensure you understand the import duties and documentation required for customs clearance in your country. Collaborate with a logistics provider experienced in international trade to streamline the process and avoid delays.
8. How can I evaluate and vet potential suppliers for modular conveyors?
Evaluating potential suppliers for modular conveyors involves assessing their industry experience, reputation, and customer reviews. Request references and case studies that demonstrate their capability to meet your specific needs. It’s also beneficial to examine their manufacturing processes, quality control measures, and after-sales support. Engaging in discussions about their technical expertise and ability to customize solutions will further ensure they can deliver a product that meets your operational requirements.

Illustrative image related to module conveyor
Top 8 Module Conveyor Manufacturers & Suppliers List
1. Modular Conveyor – Conveyor Systems Solutions
Domain: modularconveyor.com
Registered: 2005 (20 years)
Introduction: Modular Conveyor Systems, MatTop Conveyor Systems, TableTop Conveyor, Belt Conveyor, Low-Profile Belt Conveyor, Single Filer Conveyor, ARB™ Conveyor System, Conveyor Retractable Gate, Modular Conveyor Equipment, Accumulation Conveyors, Hand Pack Station, Spirals and Conveyor Elevators, Adjustable Guide Rails, Diverter Gate, Conveyor Transfers, Washdown Spiral Conveyor. New products include Bi-Dire…
2. Interroll – Modular Conveyor Platform
Domain: interroll.com
Registered: 1996 (29 years)
Introduction: Modular Conveyor Platform (MCP) offers flexible and modular conveyor modules with versatility for straight lines, curves, merges, and transfers. It includes a wide range of modules such as roller conveyors, belt conveyors, lifters, High Performance Diverts, and spiral lifts, designed to meet all material flow requirements. The modules are compatible and can be combined to reliably transport all co…
3. Yamaha – Linear Conveyor Module
Domain: global.yamaha-motor.com
Registered: 1997 (28 years)
Introduction: Linear Conveyor Module (LCM) is a next generation transport system designed to replace free flow conveyors and belt conveyors. It is best suited for high-mix low-volume production, allowing flexible alteration of production line configuration and motion. Key features include:
– Module structure
– High-speed direct drive by a linear motor
– High speed and high accuracy motion from one point to anot…
4. DynaCon – Modular Conveyors
Domain: dynamicconveyor.com
Registered: 1998 (27 years)
Introduction: DynaCon Modular Conveyors are designed for flexibility and reconfiguration, allowing businesses to adapt their conveyor systems as needs change. Key features include:
– Configurations: Available in flat, vertical, and Z-style incline modules, with lengths up to 100 feet and widths from 4″ to 72″.
– Portability: Lightweight, sturdy, high-impact polycarbonate construction with options for portable c…
5. Hytrol – Modular Plastic Belt Conveyors

Domain: hytrol.com
Registered: 1996 (29 years)
Introduction: Modular Plastic Belt Conveyors are transportation conveyors that utilize plastic belts or chains to convey a variety of products, from lightweight packaged items to heavy loads. They can be designed with a steel or aluminum base for easier installation and are suitable for washdown applications. Key benefits include enhanced efficiency and output in material handling, versatility for different app…
6. Trew – Modular Conveyor Solutions
Domain: poweredbytrew.com
Registered: 2019 (6 years)
Introduction: Modular Conveyor Systems, Motorized Roller Conveyor, Belt / Empty Carton Conveyor, Narrow Belt Conveyor, High-Speed Conveyor (over 300 FPM), MoveIT-Max™. Features include high-performance modular AC powered conveyor, reliability, flexibility, wide range of standard modules, efficient MDR controls architecture, common rail profiles, seamless integration, and polished finish. QuickScan feature for e…
7. FMH Conveyors – Live Roller Conveyors
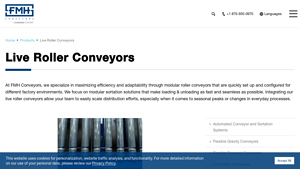
Domain: fmhconveyors.com
Registered: 2014 (11 years)
Introduction: Live Roller Conveyors by FMH Conveyors are designed to maximize efficiency and adaptability in various factory environments. Key features include:
– Modular design for quick setup and reconfiguration.
– BestConnect MDR Conveyor for package transfers and semi-automated sorting.
– Highly reconfigurable components to adapt to changing business requirements.
– Fast configuration for shipping and rece…
8. L-A-C – Conveyor Modules
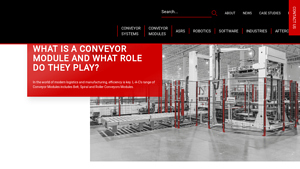
Domain: lacconveyors.co.uk
Registered: 2001 (24 years)
Introduction: L-A-C’s range of Conveyor Modules includes Belt, Spiral, and Roller Conveyors. Conveyor modules are modular components of a conveyor system that can be combined to create customized systems. They offer advantages over traditional conveyor systems, including modular flexibility, cost-efficiency, adaptability, and reliability with reduced downtime. Common types of conveyor modules include: 1. Belt C…
Strategic Sourcing Conclusion and Outlook for module conveyor
What Are the Key Takeaways for Sourcing Modular Conveyors?
In today’s competitive landscape, strategic sourcing of modular conveyors presents significant advantages for businesses across diverse industries. Key insights include the adaptability of modular systems, which allow for easy reconfiguration and scalability as operational needs evolve. This flexibility not only streamlines production processes but also minimizes long-term capital expenditures. Furthermore, investing in high-quality components ensures durability and reduces maintenance costs, fostering a low total cost of ownership.
Why Is Strategic Sourcing Essential for International Buyers?
For B2B buyers in regions such as Africa, South America, the Middle East, and Europe, strategic sourcing can enhance supply chain efficiency and responsiveness. By partnering with reputable manufacturers and distributors, companies can secure reliable conveyor solutions tailored to their specific requirements. This proactive approach not only drives operational efficiency but also positions businesses to meet growing market demands effectively.
How Can You Leverage Modular Conveyor Solutions for Future Growth?
As you contemplate your sourcing strategy, consider the long-term benefits of modular conveyor systems. Embrace the opportunity to innovate your production lines and improve your operational agility. Engage with experienced suppliers to explore the latest advancements in modular technology and determine how these solutions can be integrated into your existing infrastructure. The future of manufacturing is adaptable—make sure your conveyor systems are ready to meet tomorrow’s challenges.
Important Disclaimer & Terms of Use
⚠️ Important Disclaimer
The information provided in this guide, including content regarding manufacturers, technical specifications, and market analysis, is for informational and educational purposes only. It does not constitute professional procurement advice, financial advice, or legal advice.

Illustrative image related to module conveyor
While we have made every effort to ensure the accuracy and timeliness of the information, we are not responsible for any errors, omissions, or outdated information. Market conditions, company details, and technical standards are subject to change.
B2B buyers must conduct their own independent and thorough due diligence before making any purchasing decisions. This includes contacting suppliers directly, verifying certifications, requesting samples, and seeking professional consultation. The risk of relying on any information in this guide is borne solely by the reader.




