A Deep Dive into Vertical Conveyor Belt System Solution
Introduction: Navigating the Global Market for vertical conveyor belt system
In an increasingly competitive global market, sourcing an efficient vertical conveyor belt system can present significant challenges for B2B buyers, especially when navigating the complexities of different suppliers and technologies. Vertical conveyor systems are essential for optimizing material handling processes, particularly in industries where space is at a premium, and the need for reliable, multi-level transportation of goods is critical. This guide delves into the various types of vertical conveyors, including vertical reciprocating conveyors and continuous vertical lifts, while exploring their specific applications across sectors such as manufacturing, distribution, and mining.
International buyers from regions such as Africa, South America, the Middle East, and Europe, including Nigeria and Germany, will find this comprehensive resource invaluable in making informed purchasing decisions. The guide not only details the features and benefits of different vertical conveyor systems but also offers insights into supplier vetting processes, cost considerations, and integration with existing material handling systems. With a focus on actionable insights and strategic recommendations, this guide empowers businesses to enhance their operational efficiency, improve safety, and ultimately, maximize their return on investment. By understanding the nuances of vertical conveyor systems, buyers can confidently select the right solution tailored to their specific needs and market conditions.
Understanding vertical conveyor belt system Types and Variations
| Type Name | Key Distinguishing Features | Primary B2B Applications | Brief Pros & Cons for Buyers |
|---|---|---|---|
| Vertical Reciprocating Conveyor | Functions similarly to an elevator; designed for heavier loads. | Warehousing, manufacturing, and distribution centers. | Pros: Efficient for heavy loads; safer than forklifts. Cons: Limited speed; requires more space for installation. |
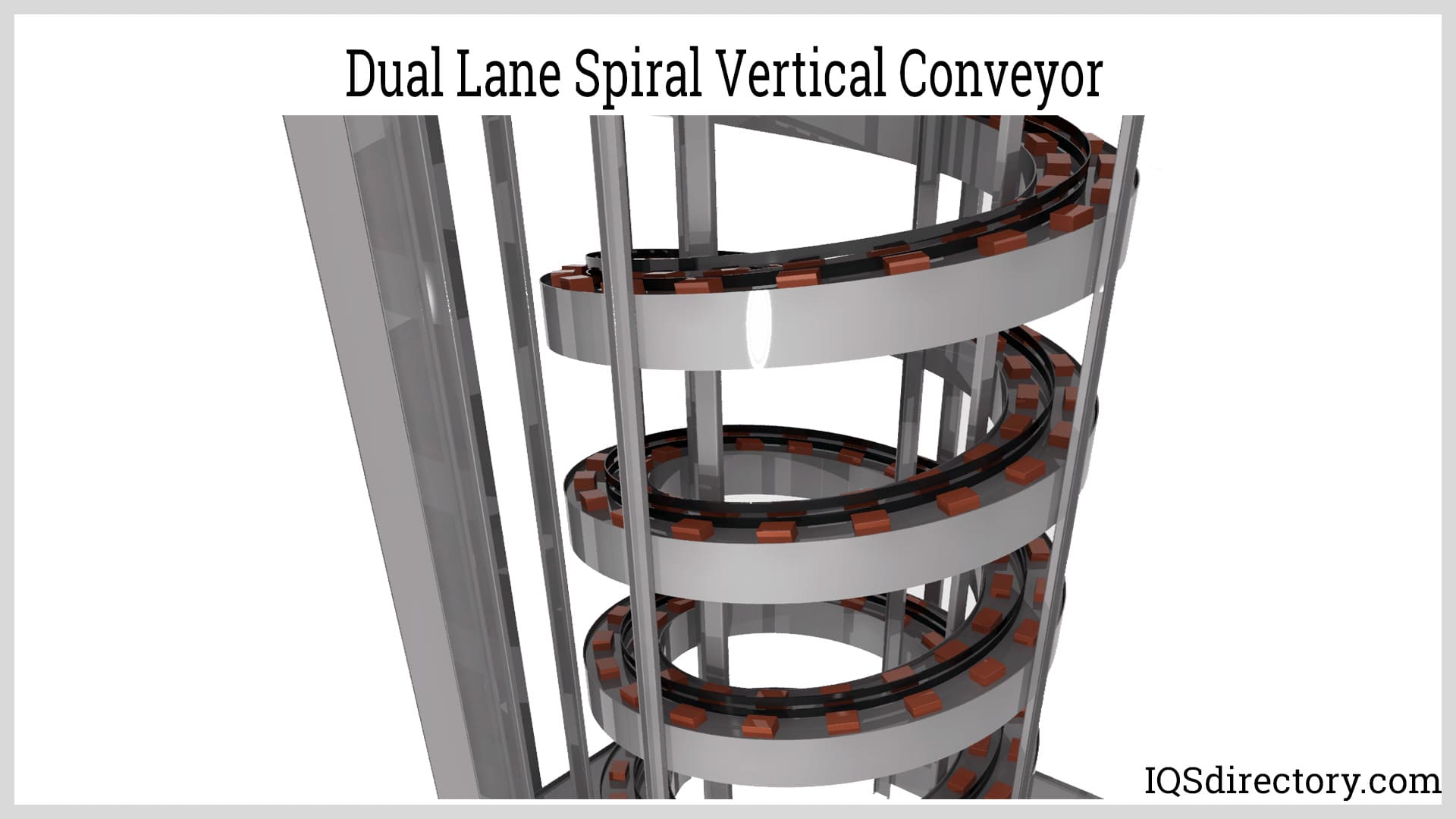
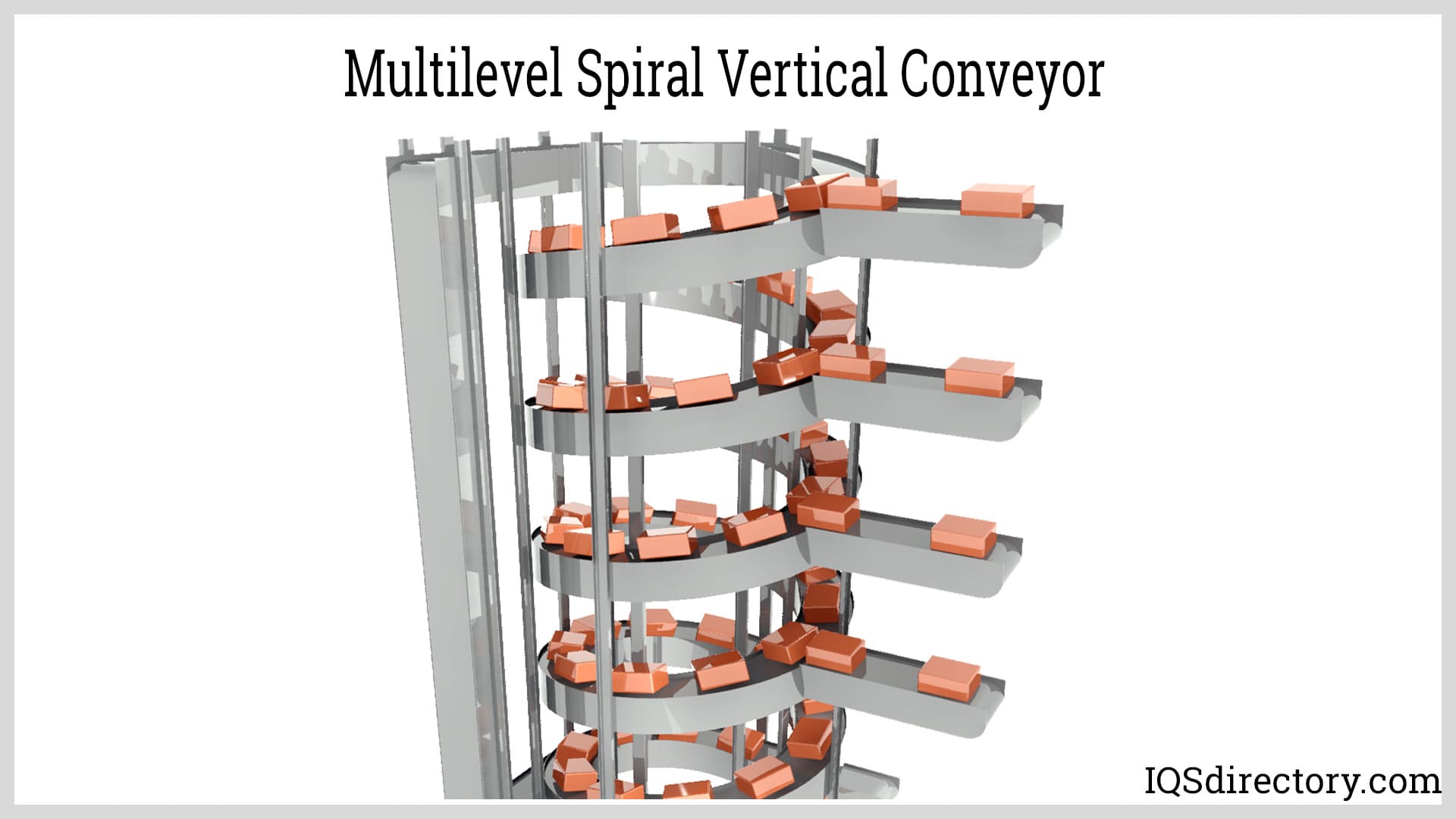
| Continuous Vertical Conveyor | Uses a looped track for continuous movement of items; ideal for lighter loads. | Packaging, food processing, and light manufacturing. | Pros: Space-saving; efficient for high-volume operations. Cons: Can be complex to maintain; less suitable for heavy items. |
| Bucket Elevators | Utilizes buckets attached to a belt or chain for vertical transport of bulk materials. | Agriculture, mining, and bulk material handling. | Pros: Highly effective for bulk materials; customizable for various heights. Cons: Limited to bulk materials; potential for spillage. |
| Corrugated Sidewall Conveyor | Features corrugated sides to prevent material spillage; suited for steep lifts. | Mining and heavy-duty industrial applications. | Pros: Handles steep inclines; robust design for heavy loads. Cons: Higher initial costs; requires precise installation. |
| Vacuum Conveyors | Employs air pressure to transport materials through enclosed pipelines. | Food processing, pharmaceuticals, and electronics. | Pros: Clean and efficient for fine materials; minimizes contamination. Cons: Limited to specific materials; requires maintenance of vacuum systems. |
What are the Characteristics of Vertical Reciprocating Conveyors?
Vertical reciprocating conveyors (VRCs) are designed to transport larger and heavier loads, making them ideal for warehousing and manufacturing environments. They operate similarly to elevators, utilizing a platform that moves between levels. When considering VRCs, buyers should evaluate their load capacity, safety features such as landing gates, and the available space for installation. These conveyors are particularly suitable for operations that require frequent movement of heavy items, as they significantly reduce the risk of injury associated with manual handling.
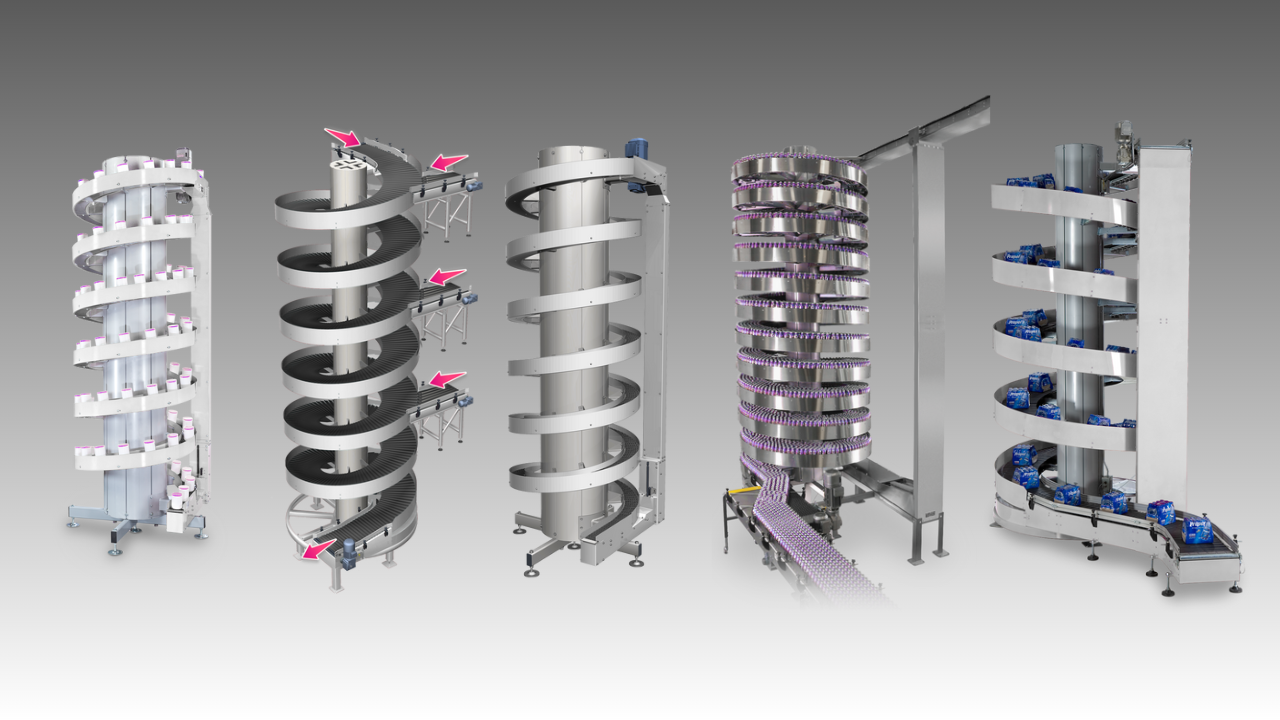
How Do Continuous Vertical Conveyors Work?
Continuous vertical conveyors provide a seamless solution for transporting lighter items, such as cartons and totes, between multiple levels. They operate on a looped track, allowing for constant movement in an up-and-down motion, which is particularly beneficial in high-volume operations. B2B buyers should assess the efficiency of these systems in terms of speed and reliability, as well as their compatibility with existing material handling equipment. Continuous vertical conveyors are an excellent choice for businesses looking to optimize space and enhance throughput without the need for extensive floor area.
What are the Benefits of Using Bucket Elevators?
Bucket elevators are specialized vertical conveyors designed to transport bulk materials using buckets attached to a belt or chain. They are commonly used in agriculture and mining for their ability to handle large volumes of material efficiently. When purchasing bucket elevators, companies should consider the type of material being transported, the required lift height, and the potential for spillage. These elevators are particularly effective for bulk handling but may not be suitable for smaller items or products that require careful handling.
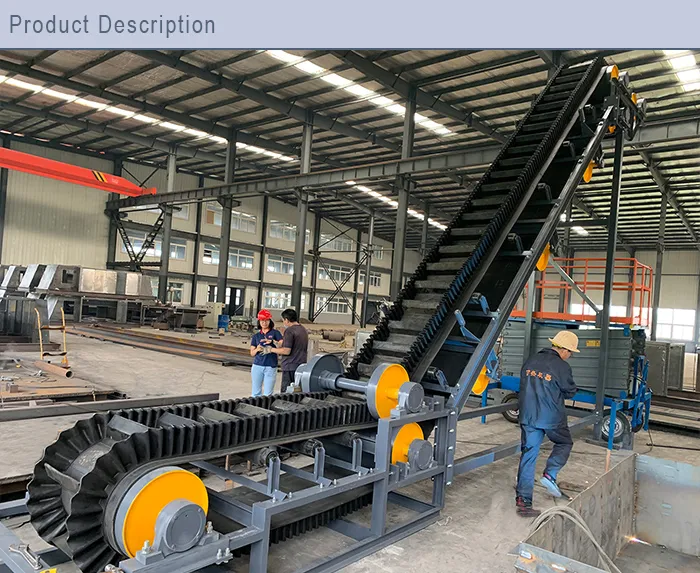
What Makes Corrugated Sidewall Conveyors Unique?
Corrugated sidewall conveyors are engineered to transport materials at steep angles without the risk of spillage, thanks to their unique design featuring corrugated sides. This makes them ideal for heavy-duty applications in mining and other industrial settings. Buyers should evaluate the specific tonnage requirements and the dimensions of the materials being transported when considering this type of conveyor. While they offer robust performance for heavy loads, the initial investment and installation precision may be higher than other conveyor types.
Why Choose Vacuum Conveyors for Material Handling?
Vacuum conveyors utilize air pressure to transport materials through enclosed pipelines, providing a clean and efficient method for moving fine materials such as powders and granules. They are widely used in food processing and pharmaceuticals, where contamination must be minimized. Companies should assess the types of materials they plan to transport and the maintenance requirements of vacuum systems before investing. While vacuum conveyors are excellent for maintaining product integrity, they may be limited to specific applications and require careful handling to ensure optimal performance.
Key Industrial Applications of vertical conveyor belt system
| Industry/Sector | Specific Application of vertical conveyor belt system | Value/Benefit for the Business | Key Sourcing Considerations for this Application |
|---|---|---|---|
| Manufacturing | Transporting heavy pallets between production levels | Increases efficiency, reduces labor costs | Load capacity, system integration capabilities |
| Mining | Moving mined materials from underground to surface | Enhances safety and productivity in harsh environments | Custom design for depth and material density |
| Food and Beverage | Elevating packaged goods to different processing areas | Streamlines operations, ensures food safety compliance | Hygiene standards, temperature control features |
| Warehousing and Logistics | Moving cartons and totes within multi-level facilities | Maximizes floor space, improves order fulfillment speed | Space constraints, compatibility with existing systems |
| Pharmaceuticals | Vertical transport of bulk pharmaceutical products | Ensures compliance with strict regulations, enhances efficiency | Material handling specifications, regulatory compliance |
How Are Vertical Conveyor Belt Systems Utilized in Manufacturing?
In the manufacturing sector, vertical conveyor belt systems are essential for transporting heavy pallets between different production levels. This application significantly enhances operational efficiency by minimizing manual handling and reducing the risk of workplace injuries. Buyers should consider the load capacity of the conveyor and its ability to integrate with existing manufacturing systems to ensure a seamless workflow. Additionally, international buyers should verify compliance with local safety regulations, especially in regions like Germany where standards are stringent.
What Role Do Vertical Conveyors Play in Mining Operations?
In the mining industry, vertical conveyor systems are primarily used to transport mined materials from underground levels to the surface. This application addresses the challenges of safety and productivity in harsh environments, where traditional methods may pose risks. Buyers must evaluate custom design options that accommodate varying depths and material densities, ensuring the system can handle the specific demands of their operation. This is particularly relevant for buyers in regions like South America, where mining conditions can be extreme.
How Do Vertical Conveyors Improve Efficiency in Food and Beverage?
In the food and beverage sector, vertical conveyor belt systems are used to elevate packaged goods to different processing areas, thereby streamlining operations. This application not only enhances productivity but also ensures compliance with food safety regulations, as these systems can be designed with hygiene in mind. For B2B buyers, sourcing considerations should include material specifications that meet industry standards, as well as features that allow for temperature control, which is crucial in maintaining product quality.
Why Are Vertical Conveyors Essential in Warehousing and Logistics?
In warehousing and logistics, vertical conveyor systems facilitate the movement of cartons and totes within multi-level facilities, maximizing floor space and improving order fulfillment speed. This application is particularly beneficial for operations that experience high volume and rapid turnover. Buyers should consider the system’s compatibility with existing material handling equipment and the ability to navigate space constraints effectively. International buyers, especially from regions with limited warehouse space, will find this feature particularly valuable.
How Do Vertical Conveyors Support Pharmaceutical Operations?
Vertical conveyor systems are critical in the pharmaceutical industry for the vertical transport of bulk products, ensuring compliance with strict regulatory requirements. This application not only enhances operational efficiency but also minimizes the risk of contamination. Buyers need to pay close attention to the material handling specifications and ensure that the system meets all relevant regulatory compliance standards, which can vary significantly across regions such as Africa and Europe.
3 Common User Pain Points for ‘vertical conveyor belt system’ & Their Solutions
Scenario 1: Inefficient Space Utilization in Warehouses
The Problem: In many warehouses, especially those with limited floor space, B2B buyers often struggle with the challenge of efficiently moving products between different levels. Traditional methods, such as forklifts or manual lifting, can lead to congestion and safety hazards. This inefficiency not only slows down operations but also increases labor costs and can lead to damage to goods or equipment. For companies operating in regions where space is at a premium, this becomes a critical pain point that affects overall productivity.
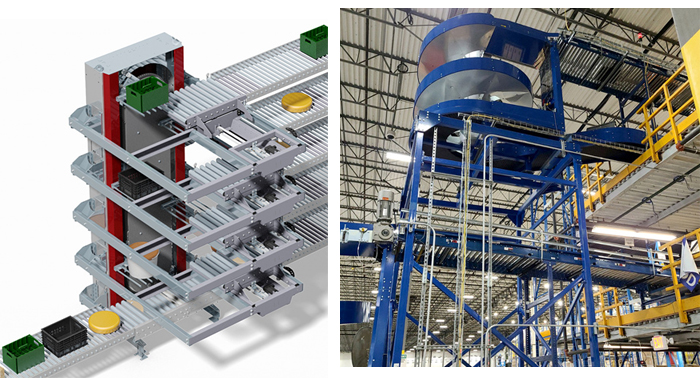
The Solution: Implementing a vertical conveyor belt system can significantly alleviate these issues. Buyers should look for a continuous vertical lift conveyor that provides a compact design while efficiently transporting goods between levels. It’s essential to conduct a thorough assessment of your warehouse layout and identify areas where vertical conveyors can be integrated without disrupting existing workflows. Collaborating with a system integrator can also help in customizing solutions that fit specific needs, such as load capacity and speed. Additionally, ensure that the selected system is compatible with existing material handling equipment to streamline operations. Regular maintenance and training for staff on using the new system can further enhance efficiency and safety.
Illustrative image related to vertical conveyor belt system
Scenario 2: Safety Concerns with Material Handling
The Problem: As operations scale, the risk of accidents during material handling increases, particularly in environments where heavy items are moved between floors. Buyers often face challenges related to employee safety, including injuries from manual lifting or the use of inadequate equipment. This not only impacts employee morale but can also result in costly downtime and potential legal issues.
The Solution: Adopting a vertical conveyor system designed with safety features is crucial. Buyers should prioritize systems that include safety gates, emergency stop buttons, and overload protection mechanisms. When sourcing a vertical conveyor, it’s important to ask vendors about the safety certifications and testing protocols that the equipment has undergone. Furthermore, investing in training programs for employees on safe operation procedures can significantly reduce the likelihood of accidents. Consider integrating sensors that monitor load weight and ensure that the conveyor operates within safe limits, thereby enhancing both safety and efficiency.
Scenario 3: High Operational Costs Due to Maintenance Issues
The Problem: Another common pain point for B2B buyers is the high operational costs associated with maintaining outdated or inefficient conveyor systems. Frequent breakdowns and repairs not only disrupt workflow but also incur significant costs in both time and money. Buyers in industries such as manufacturing or distribution are particularly sensitive to these issues, as they can severely affect overall productivity and profitability.
The Solution: To mitigate these challenges, investing in a modern vertical conveyor belt system with advanced technology can be a game changer. Buyers should focus on systems that offer low maintenance requirements, such as those with durable belt materials and self-lubricating components. Engaging with manufacturers that provide comprehensive warranties and support packages can also help in managing long-term costs. It is advisable to implement a preventive maintenance schedule to identify potential issues before they escalate. Additionally, considering systems that include predictive maintenance features—such as IoT sensors that monitor performance—can provide valuable insights and help in reducing unexpected downtimes. By addressing these maintenance concerns proactively, companies can ensure smoother operations and better cost management.
Strategic Material Selection Guide for vertical conveyor belt system
What are the Key Materials Used in Vertical Conveyor Belt Systems?
When selecting materials for vertical conveyor belt systems, it is crucial to consider the specific operational requirements and environmental conditions. Below are analyses of four common materials used in these systems, focusing on their properties, advantages, disadvantages, and implications for international B2B buyers.
How Do Rubber Conveyor Belts Perform in Vertical Applications?
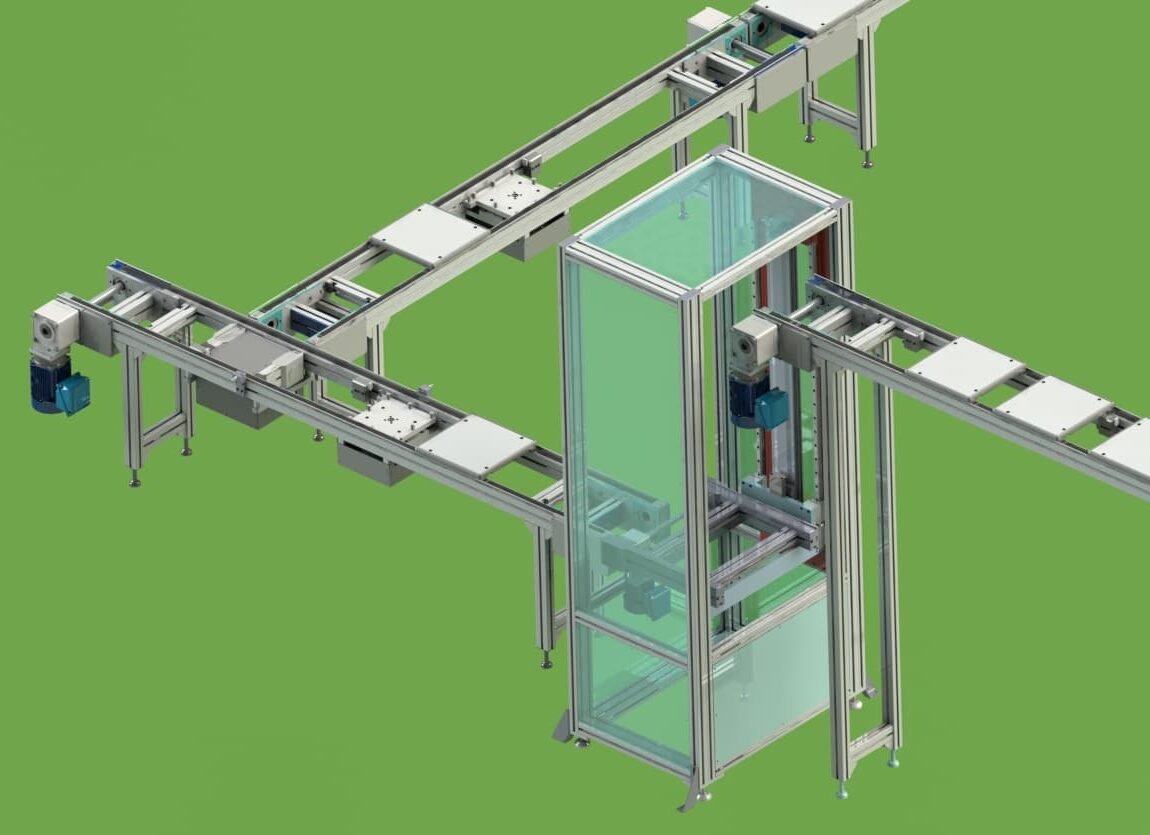
Rubber is a widely used material for conveyor belts due to its flexibility and resilience. It typically has a high-temperature rating, making it suitable for various operational environments. Rubber belts exhibit excellent grip and traction, which is essential for vertical lifts where load stability is critical.
Pros: Rubber belts are durable and resistant to wear and tear, making them ideal for heavy loads. They are also relatively low-cost compared to other materials, which can be advantageous for budget-conscious operations.
Cons: However, rubber can be susceptible to degradation from certain chemicals and extreme temperatures. Additionally, the manufacturing process can be complex, potentially leading to longer lead times.
Impact on Application: Rubber belts are compatible with a wide range of materials, including food products and general industrial goods. However, they may not be suitable for applications involving corrosive substances.
Considerations for International Buyers: Buyers from regions like Africa and South America should ensure that the rubber meets local compliance standards, such as ASTM or DIN. Additionally, understanding the local climate can help in selecting the right rubber grade to avoid premature wear.
Illustrative image related to vertical conveyor belt system
What Advantages Do Steel Conveyor Belts Offer for Vertical Conveyors?
Steel conveyor belts are known for their strength and durability, making them ideal for heavy-duty applications. They can withstand high temperatures and pressures, which is beneficial in industries such as mining and heavy manufacturing.
Pros: Steel belts have a long lifespan and can handle abrasive materials without significant wear. They are also resistant to corrosion, particularly when treated with protective coatings.
Cons: The primary drawback is the higher cost associated with steel belts, both in terms of material and manufacturing complexity. Their rigidity can also limit flexibility in certain applications.
Impact on Application: Steel belts are particularly effective in transporting heavy and bulky items, such as pallets and large machinery parts. However, they may not be suitable for lighter, more delicate materials.
Considerations for International Buyers: Buyers from Europe, such as Germany, should verify that the steel used adheres to local standards for quality and safety. Additionally, understanding the specific environmental conditions can help in selecting the right type of steel.
Illustrative image related to vertical conveyor belt system
How Do Plastic Modular Belts Enhance Vertical Conveying Systems?
Plastic modular belts are increasingly popular due to their versatility and ease of maintenance. They are made from interlocking plastic modules, allowing for customization in width and length.
Pros: These belts are lightweight, resistant to chemicals, and easy to clean, making them suitable for food processing and pharmaceutical applications. They also offer excellent flexibility, which can be advantageous in tight spaces.
Cons: However, plastic modular belts can be more expensive than rubber options and may have a lower load capacity compared to steel belts. Their performance can also be affected by temperature extremes.
Illustrative image related to vertical conveyor belt system
Impact on Application: Plastic modular belts are ideal for transporting smaller items and can handle various media types, including liquids and powders. Their design allows for easy integration with other equipment.
Considerations for International Buyers: Buyers in the Middle East should ensure that the plastic materials comply with food safety regulations if used in food handling applications. Understanding local preferences for modular designs can also guide selection.
What Role Do Fabric-Reinforced Belts Play in Vertical Conveyor Systems?
Fabric-reinforced belts combine layers of fabric with rubber or plastic, providing a balance of flexibility and strength. These belts are often used in applications requiring moderate load capacities.

Illustrative image related to vertical conveyor belt system
Pros: They are cost-effective and can be designed for specific applications, making them versatile. Their flexibility allows for easy installation and operation in various configurations.
Cons: Fabric-reinforced belts may not be as durable as steel or high-grade rubber belts, particularly in harsh environments. They can also be susceptible to moisture and chemical damage.
Impact on Application: These belts are suitable for transporting lightweight to medium-weight items and can be used in various industries, including packaging and assembly.
Considerations for International Buyers: Buyers from regions with high humidity, such as parts of Africa, should consider moisture-resistant options. Ensuring that the fabric meets local standards for durability and safety is also crucial.
Summary of Material Selection for Vertical Conveyor Belt Systems
| Material | Typical Use Case for vertical conveyor belt system | Key Advantage | Key Disadvantage/Limitation | Relative Cost (Low/Med/High) |
|---|---|---|---|---|
| Rubber | General industrial goods, food products | Durable and cost-effective | Susceptible to chemicals and temperature extremes | Low |
| Steel | Heavy-duty applications, mining | High strength and durability | Higher cost and rigidity | High |
| Plastic Modular | Food processing, pharmaceuticals | Lightweight and easy to maintain | Higher cost and lower load capacity | Med |
| Fabric-Reinforced | Packaging, assembly | Cost-effective and versatile | Less durable and moisture-sensitive | Low |
In-depth Look: Manufacturing Processes and Quality Assurance for vertical conveyor belt system
What Are the Main Stages in the Manufacturing Process of Vertical Conveyor Belt Systems?
The manufacturing process of vertical conveyor belt systems involves several critical stages that ensure the final product meets the operational demands of various industries. These stages include material preparation, forming, assembly, and finishing.
How is Material Prepared for Vertical Conveyor Belt Systems?
The first step in the manufacturing process is material preparation. This involves selecting high-quality raw materials such as steel, rubber, and synthetic composites, which are essential for the durability and efficiency of the conveyor system. Suppliers often engage in rigorous sourcing practices to ensure that the materials meet specified standards for strength, flexibility, and wear resistance.
Illustrative image related to vertical conveyor belt system
Once the materials are selected, they undergo a pre-treatment process, which may include cleaning, cutting, and shaping to the required dimensions. This ensures that all components are ready for the next stages of manufacturing.
What Forming Techniques Are Used in Vertical Conveyor Manufacturing?
Forming is the second stage, where the prepared materials are shaped into components that will make up the conveyor system. Common techniques include:
- Welding: Metal components are often welded together to create a robust framework that can support heavy loads. This process requires skilled operators to ensure structural integrity.
- Molding: For rubber components, molding techniques are employed to form belts and other parts. This includes both compression and injection molding, depending on the design requirements.
- Bending and Cutting: Steel and other materials are bent and cut into specific shapes using advanced machinery to create parts like sidewalls and frames.
These techniques are crucial for producing components that can withstand the operational stresses encountered in various applications, from manufacturing to mining.
How Are Vertical Conveyor Systems Assembled?
The assembly stage involves integrating all manufactured components into a complete vertical conveyor system. This process typically includes:
- Component Installation: Individual parts such as belts, pulleys, and frames are assembled according to engineering specifications.
- Electrical Wiring and Controls: For automated systems, electrical components and control systems are installed. This may involve integrating sensors, drives, and user interfaces that facilitate operation and monitoring.
- Testing of Assembly: Initial tests are conducted to ensure that all components are functioning correctly before final adjustments and quality checks.
This stage is critical, as it ensures that the conveyor system operates smoothly and efficiently.
What Finishing Processes Are Applied to Vertical Conveyor Systems?
Finishing processes enhance the durability and aesthetics of vertical conveyor systems. These processes may include:
Illustrative image related to vertical conveyor belt system
- Coating: Application of protective coatings such as paint or powder coating to prevent corrosion and wear, particularly in harsh environments.
- Final Assembly Checks: Comprehensive checks are performed to ensure all components are securely fastened and that there are no defects in the finish.
- Documentation: Detailed records of the manufacturing process, including materials used and assembly procedures, are maintained for quality assurance purposes.
These finishing touches not only improve the lifespan of the conveyor systems but also contribute to their visual appeal, which can be important in client-facing environments.
What Quality Assurance Standards Are Relevant for Vertical Conveyor Systems?
Quality assurance (QA) is paramount in the manufacturing of vertical conveyor systems to ensure safety, reliability, and performance. Several international and industry-specific standards guide these processes, including:
- ISO 9001: This international standard outlines the requirements for a quality management system (QMS). Manufacturers seeking ISO 9001 certification demonstrate a commitment to consistent quality and customer satisfaction.
- CE Marking: Required for products sold in the European Economic Area (EEA), CE marking indicates compliance with safety, health, and environmental protection standards.
- API Standards: For conveyor systems used in the oil and gas industry, adherence to American Petroleum Institute (API) standards is often necessary, ensuring that equipment is suitable for the rigorous conditions found in this sector.
How Are Quality Control Checkpoints Implemented in Manufacturing?
Quality control (QC) checkpoints are integrated throughout the manufacturing process to ensure that each stage meets established standards. Key checkpoints include:

Illustrative image related to vertical conveyor belt system
- Incoming Quality Control (IQC): Materials and components are inspected upon arrival to ensure they meet specifications before entering the production line.
- In-Process Quality Control (IPQC): During manufacturing, periodic checks are conducted to identify any defects or deviations from specifications in real-time, allowing for immediate corrective actions.
- Final Quality Control (FQC): Once assembly is complete, the entire conveyor system undergoes thorough testing, including load tests, operational tests, and safety checks, to ensure it meets performance criteria.
What Common Testing Methods Are Used for Vertical Conveyor Systems?
Testing methods are critical to validating the performance and safety of vertical conveyor systems. Common techniques include:
- Load Testing: Assessing the system’s ability to handle maximum expected loads without failure.
- Operational Testing: Running the conveyor under normal conditions to identify any operational issues or inefficiencies.
- Durability Testing: Simulating long-term usage to evaluate wear and tear on components, ensuring they meet lifespan expectations.
How Can B2B Buyers Verify Supplier Quality Control Processes?
For international B2B buyers, particularly from regions such as Africa, South America, the Middle East, and Europe, verifying a supplier’s quality control processes is essential. Here are some effective methods:
- Supplier Audits: Conducting on-site audits of the supplier’s facilities allows buyers to assess manufacturing practices, quality control measures, and compliance with international standards.
- Requesting Documentation: Suppliers should provide documentation, including quality assurance reports, certification copies, and test results, to substantiate their claims regarding quality and compliance.
- Third-party Inspections: Engaging third-party inspection agencies can provide an unbiased assessment of the supplier’s quality processes and the products being manufactured.
What Are the Quality Control and Certification Nuances for International Buyers?
International buyers must navigate various certification requirements that may differ from local standards. It’s essential to understand:
- Regional Standards: Different regions may have specific regulations, such as the Machinery Directive in the EU, which affects the design and certification of conveyor systems.
- Customs and Import Regulations: Compliance with local import regulations can impact the acceptance of products, making it essential for suppliers to be aware of these requirements.
- Cultural and Language Considerations: Communication barriers may exist, so ensuring that quality documentation is available in the buyer’s language can facilitate smoother transactions.
By understanding these elements of the manufacturing processes and quality assurance practices for vertical conveyor systems, B2B buyers can make informed decisions and foster productive relationships with suppliers.
Practical Sourcing Guide: A Step-by-Step Checklist for ‘vertical conveyor belt system’
The following guide serves as a practical checklist for B2B buyers interested in procuring a vertical conveyor belt system. This step-by-step approach is designed to streamline your sourcing process, ensuring you make informed decisions that align with your operational needs.
Step 1: Define Your Technical Specifications
Establishing clear technical specifications is crucial for identifying the right vertical conveyor system for your operations. Consider factors such as load capacity, lift height, and the types of materials you will be handling. This foundational step will help you communicate your needs effectively to potential suppliers.
- Load Capacity: Determine the weight and volume of items you need to transport.
- Lift Height: Specify the vertical distance the conveyor must cover.
- Material Type: Assess whether you will be handling heavy pallets, cartons, or bulk materials.
Step 2: Evaluate Your Space Constraints
Understanding your facility layout is essential for selecting an appropriate vertical conveyor system. Measure available space, accounting for height restrictions and nearby equipment. This will help ensure that the conveyor fits seamlessly into your operational workflow.
- Height Restrictions: Identify any overhead barriers that could limit installation.
- Footprint: Ensure there is adequate space for the conveyor’s base and any necessary maintenance access.
Step 3: Research Different Vertical Conveyor Types
Familiarize yourself with the various types of vertical conveyors available, such as vertical reciprocating conveyors (VRC) and continuous vertical lift conveyors. Each type has distinct advantages and is suited for different applications, so understanding these differences will guide your selection.
- VRC Systems: Best for moving heavy loads between different levels, similar to an elevator.
- Continuous Vertical Conveyors: Ideal for consistent flow of lighter items without needing a large footprint.
Step 4: Assess Supplier Experience and Expertise
Before making a commitment, it is essential to evaluate the experience and capabilities of potential suppliers. Look for companies with a proven track record in the vertical conveyor market and those that understand the specific requirements of your industry.
- Industry Expertise: Verify that the supplier has experience with businesses in your sector.
- Case Studies: Request examples of previous installations that are similar to your needs.
Step 5: Request and Compare Quotes
Once you have shortlisted potential suppliers, request detailed quotes that outline the costs involved, including installation and maintenance. Comparing quotes will help you understand the market rates and ensure you are getting a fair deal.
- Cost Breakdown: Ensure the quote includes all potential costs such as shipping, installation, and after-sales support.
- Warranty and Support: Inquire about warranties and support options to ensure long-term reliability.
Step 6: Verify Compliance and Certifications
Ensure that the vertical conveyor systems you are considering comply with relevant safety standards and regulations. Checking certifications can provide peace of mind regarding the quality and safety of the equipment.
- Safety Standards: Verify compliance with local and international safety standards.
- Supplier Certifications: Look for ISO certifications or other industry-relevant credentials.
Step 7: Plan for Integration and Training
Finally, consider how the new conveyor system will integrate with your existing operations. Discuss training options with the supplier to ensure that your team can effectively operate and maintain the new system.
- Integration Planning: Coordinate with your supplier to understand how the new system will work with current equipment.
- Training Programs: Ensure that comprehensive training is included to facilitate smooth operation from day one.
By following this checklist, you can make a well-informed decision when sourcing a vertical conveyor belt system that meets your operational needs and enhances your productivity.
Comprehensive Cost and Pricing Analysis for vertical conveyor belt system Sourcing
What Are the Key Cost Components in Sourcing Vertical Conveyor Belt Systems?
When considering the procurement of vertical conveyor belt systems, understanding the cost structure is crucial. The primary cost components include materials, labor, manufacturing overhead, tooling, quality control (QC), logistics, and supplier margins.
-
Materials: The choice of materials significantly affects the overall cost. Conveyor belts can be made from various materials, including rubber, fabric, steel cord, and specialized composites. For instance, a system designed for heavy-duty applications may require more robust materials, which naturally raises costs.
-
Labor: Labor costs encompass both the workforce involved in manufacturing and the skilled labor required for installation and maintenance. Labor rates can vary widely based on geographical location, skill levels, and the complexity of the installation process.
-
Manufacturing Overhead: This includes indirect costs associated with production, such as utilities, rent, and administrative expenses. Efficient manufacturing processes can help mitigate these costs, making it essential to evaluate suppliers’ operational efficiencies.
-
Tooling: Customization often requires specific tooling and equipment, which adds to the initial investment. The cost of tooling can be amortized over larger orders, making it essential for buyers to consider their volume requirements.
-
Quality Control (QC): Ensuring that the conveyor systems meet industry standards and certifications incurs additional costs. Investing in quality assurance processes can prevent costly downtime and maintenance in the future.
-
Logistics: Shipping and handling costs can vary based on the location of the supplier and the buyer. Factors like shipping distance, mode of transport, and customs duties should be factored into the total cost.
-
Margin: Supplier margins can differ based on market positioning, brand reputation, and service offerings. It’s advisable to compare multiple suppliers to ensure competitive pricing.
What Influences Pricing for Vertical Conveyor Belt Systems?
Several factors influence the pricing of vertical conveyor systems, particularly for international buyers:
-
Volume and Minimum Order Quantity (MOQ): Larger orders typically lead to lower per-unit costs. Buyers should negotiate MOQs to secure better pricing while meeting their operational needs.
-
Specifications and Customization: Tailored solutions often come with a premium. Buyers should clearly define specifications to avoid unexpected costs during the design and manufacturing phases.
-
Material Selection: The choice of materials not only affects durability but also the cost. High-quality materials can improve longevity and reduce maintenance, offering a better Total Cost of Ownership (TCO) in the long run.
-
Quality Certifications: Systems that meet international standards (e.g., ISO certifications) may have higher upfront costs but can provide assurance of reliability and safety, which is critical in regulated industries.
-
Supplier Factors: The reputation and experience of the supplier can influence pricing. Established suppliers may charge a premium for their expertise and reliability, but they often provide superior service and support.
-
Incoterms: Understanding international shipping terms is vital. Incoterms can dictate who is responsible for shipping costs, insurance, and customs duties, affecting the final price.
What Tips Can Help Buyers Negotiate Better Prices?
International B2B buyers, particularly from regions like Africa, South America, the Middle East, and Europe, can leverage several strategies:
-
Negotiate Terms: Don’t hesitate to negotiate payment terms, delivery schedules, and warranty conditions. Flexible terms can lead to significant cost savings.
-
Focus on Cost-Efficiency: Evaluate the Total Cost of Ownership rather than just the initial purchase price. Consider maintenance, operational efficiency, and potential downtime costs.
-
Conduct Market Research: Understanding market trends and average pricing can empower buyers during negotiations. This knowledge can help identify fair pricing and avoid overpaying.
-
Leverage Relationships: Building long-term relationships with suppliers can lead to better pricing and service. Repeat business often results in preferential treatment and discounts.
-
Assess Local Regulations: Be aware of any import tariffs, taxes, or regulations that may affect overall costs when importing conveyor systems into your region.
Disclaimer on Indicative Prices
Pricing for vertical conveyor belt systems can vary widely based on the factors discussed. Always seek detailed quotes from multiple suppliers to obtain the most accurate pricing information tailored to your specific requirements.

Illustrative image related to vertical conveyor belt system
Alternatives Analysis: Comparing vertical conveyor belt system With Other Solutions
Exploring Alternative Solutions to Vertical Conveyor Belt Systems
In the quest for efficient material handling solutions, businesses often seek alternatives to vertical conveyor belt systems. These alternatives can vary significantly in performance, cost, and suitability for specific applications. Understanding the comparative advantages and disadvantages of each option can help B2B buyers make informed decisions that align with their operational needs.
| Comparison Aspect | Vertical Conveyor Belt System | Bucket Elevators | Pneumatic Conveying |
|---|---|---|---|
| Performance | High efficiency for vertical transport of goods | Excellent for bulk materials, but limited to certain types | Versatile, suitable for fine powders and granules |
| Cost | Moderate initial investment; operational costs vary | Generally higher due to construction and installation | Lower initial cost; energy-efficient in operation |
| Ease of Implementation | Requires careful integration and space considerations | Complex installation; requires significant space | Relatively easy to set up; less structural modification needed |
| Maintenance | Regular maintenance needed for belts and motors | Requires ongoing maintenance of mechanical components | Low maintenance; fewer moving parts |
| Best Use Case | Ideal for multi-level warehouses and limited floor space | Best for bulk handling in agriculture and mining | Effective for transporting lightweight materials over long distances |
What Are the Advantages and Disadvantages of Bucket Elevators?
Bucket elevators are a reliable alternative for moving bulk materials vertically. They are particularly well-suited for industries such as agriculture and mining, where the need to transport large quantities of materials is paramount. The primary advantage of bucket elevators is their capacity; they can handle significant tonnage and are designed to minimize product degradation. However, they come with a higher initial investment and require substantial space for installation, which may not be feasible for every operation.
How Does Pneumatic Conveying Compare to Vertical Conveyors?
Pneumatic conveying systems utilize air pressure to move materials through enclosed pipelines, making them an excellent choice for transporting powders, granules, and other lightweight materials. Their primary advantages include lower installation costs and energy efficiency, particularly for long-distance transport. However, pneumatic systems may not be as effective for heavier loads or bulk materials compared to vertical conveyor belt systems. Additionally, they require careful consideration of material properties to avoid issues like clogging or degradation.
Conclusion: How to Choose the Right Material Handling Solution?
Selecting the right material handling solution involves evaluating your specific operational needs, including the types of materials being transported, available space, and budget constraints. Vertical conveyor belt systems offer efficient vertical transport for a variety of goods, making them ideal for multi-level operations. In contrast, bucket elevators are best suited for bulk materials, while pneumatic conveying excels with lightweight materials. By carefully considering these factors, B2B buyers can identify the solution that best enhances their productivity and operational efficiency.
Essential Technical Properties and Trade Terminology for vertical conveyor belt system
What Are the Essential Technical Properties of Vertical Conveyor Belt Systems?
Understanding the technical properties of vertical conveyor belt systems is crucial for B2B buyers aiming to optimize material handling efficiency. Here are some key specifications to consider:
-
Belt Material Grade
– Definition: The composition of the conveyor belt, typically made from rubber, fabric, steel cord, or a combination of these materials.
– B2B Importance: The choice of material affects durability, flexibility, and load capacity. For instance, steel cord belts are ideal for heavy-duty applications, while rubber belts are suitable for lighter loads. Selecting the right material ensures that the conveyor can withstand operational demands without frequent replacements, thus reducing long-term costs. -
Load Capacity
– Definition: The maximum weight the conveyor system can handle, often expressed in tons per hour (TPH).
– B2B Importance: Knowing the load capacity is vital for determining whether a conveyor can meet production needs. Underestimating this requirement can lead to breakdowns, increased maintenance costs, and operational delays, negatively impacting productivity and profitability. -
Lift Height
– Definition: The vertical distance the conveyor can transport materials, often ranging from a few meters to over 800 meters in specialized systems.
– B2B Importance: Assessing lift height is essential for projects involving multi-level operations. A system that cannot achieve the required lift height may necessitate additional equipment or modifications, leading to increased capital expenditures. -
Drive Mechanism
– Definition: The type of system used to move the conveyor belt, including options such as electric motors, hydraulic drives, or pneumatic systems.
– B2B Importance: The choice of drive mechanism influences energy efficiency, maintenance requirements, and overall system reliability. Understanding the drive system helps buyers select a conveyor that aligns with their operational goals and energy management strategies. -
Safety Features
– Definition: Components designed to protect workers and equipment, including emergency stops, guards, and sensors.
– B2B Importance: Safety features are not just regulatory requirements; they also minimize the risk of accidents that can lead to costly downtime and liability issues. A well-designed safety system can enhance employee morale and operational efficiency.
What Common Trade Terms Should B2B Buyers Know About Vertical Conveyors?
Navigating the procurement of vertical conveyor systems involves understanding specific trade terminology. Here are essential terms that B2B buyers should be familiar with:
-
OEM (Original Equipment Manufacturer)
– Definition: A company that produces parts or equipment that may be marketed by another manufacturer.
– Importance: Understanding OEM relationships can influence sourcing decisions, particularly regarding quality assurance and compatibility of components. -
MOQ (Minimum Order Quantity)
– Definition: The smallest quantity of a product that a supplier is willing to sell.
– Importance: Knowing the MOQ helps buyers budget effectively and ensures they can meet their production needs without overcommitting resources. -
RFQ (Request for Quotation)
– Definition: A document sent to suppliers to invite them to bid on providing specific goods or services.
– Importance: An RFQ helps buyers obtain competitive pricing and terms, enabling informed decision-making based on multiple vendor proposals. -
Incoterms (International Commercial Terms)
– Definition: A set of rules that define the responsibilities of sellers and buyers in international transactions.
– Importance: Familiarity with Incoterms helps buyers understand shipping costs, insurance, and risk management associated with international procurement. -
Lead Time
– Definition: The time between the initiation of a process and its completion, often referring to the time taken for suppliers to deliver products after an order is placed.
– Importance: Recognizing lead times is crucial for planning production schedules and ensuring that operational timelines are met.
By understanding these technical properties and trade terms, B2B buyers can make more informed decisions, enhancing efficiency and reducing costs in their material handling processes.
Navigating Market Dynamics and Sourcing Trends in the vertical conveyor belt system Sector
What Are the Key Market Dynamics and Trends Influencing Vertical Conveyor Belt Systems?
The vertical conveyor belt system sector is experiencing robust growth, driven by the increasing need for efficient material handling solutions across various industries. Globalization and the expansion of e-commerce have necessitated advanced logistics and distribution systems, particularly in regions such as Africa, South America, the Middle East, and Europe. Key trends include the rise of automation technologies and smart manufacturing practices, which enhance operational efficiency and reduce labor costs. For instance, vertical conveyors are increasingly integrated with robotics and IoT (Internet of Things) systems, enabling real-time tracking and automated workflows.

Illustrative image related to vertical conveyor belt system
Moreover, sustainability is becoming a crucial factor in sourcing decisions. Buyers are now prioritizing suppliers that offer energy-efficient solutions and environmentally friendly materials. The demand for customized solutions is also on the rise, as businesses look for conveyor systems tailored to their specific operational needs. This trend emphasizes the importance of collaboration between manufacturers and buyers to develop bespoke solutions that maximize efficiency while minimizing space usage, especially in densely populated industrial environments.
How Are Sustainability and Ethical Sourcing Shaping the Vertical Conveyor Belt Market?
Sustainability and ethical sourcing have emerged as pivotal considerations for B2B buyers in the vertical conveyor belt system sector. The environmental impact of manufacturing processes is under scrutiny, prompting companies to seek suppliers who adhere to sustainable practices. Utilizing recyclable materials and reducing energy consumption during production are becoming standard expectations.
Additionally, certifications such as ISO 14001 (Environmental Management) and LEED (Leadership in Energy and Environmental Design) are increasingly important for buyers looking to ensure that their supply chains are not only compliant but also contribute positively to environmental goals. The adoption of ‘green’ materials in conveyor belt manufacturing, such as eco-friendly elastomers or recycled composites, is gaining traction. This shift not only enhances brand reputation but also aligns with corporate social responsibility initiatives, making it easier for companies to attract environmentally conscious consumers and partners.
What Is the Historical Context of Vertical Conveyor Systems in B2B Operations?
The evolution of vertical conveyor systems dates back to the early 20th century, when industrialization necessitated innovative material handling solutions. Initially, vertical conveyors were rudimentary, primarily designed for bulk materials in mining and agriculture. Over the decades, advancements in technology have transformed these systems into highly sophisticated machinery capable of transporting diverse products, including fragile items like glass and electronics.
By the late 20th century, the introduction of automated systems revolutionized the sector, leading to increased efficiency and safety in warehouses and manufacturing plants. Modern vertical conveyors are now integral to automated logistics systems, reflecting a shift towards smart manufacturing and just-in-time delivery methodologies. This historical progression underscores the importance of continual innovation and adaptation in meeting the evolving demands of global markets.
As businesses navigate these dynamics, understanding the historical context provides valuable insights into the future trajectory of vertical conveyor belt systems and their role in enhancing operational efficiency and sustainability.
Frequently Asked Questions (FAQs) for B2B Buyers of vertical conveyor belt system
-
How do I solve space constraints in my facility with vertical conveyor systems?
Vertical conveyor systems are designed specifically to optimize space by moving materials vertically instead of horizontally. If you are struggling with limited floor space, consider implementing a vertical reciprocating conveyor (VRC) or a continuous vertical lift conveyor. These systems efficiently transport items between multiple levels, allowing you to utilize overhead space effectively. Collaborate with a supplier to assess your facility’s layout and determine the best configuration to meet your operational needs while maximizing your available space. -
What is the best vertical conveyor system for transporting heavy loads?
For transporting heavy loads, a vertical reciprocating conveyor (VRC) is often the best choice. VRCs are engineered to handle larger, heavier items safely and efficiently, making them ideal for applications such as warehouses and manufacturing facilities. They are designed with safety features, including landing gates and guide rails, to prevent accidents. Consult with manufacturers to evaluate the load capacity and specifications of various systems to ensure you select the right model for your operational demands. -
What customization options are available for vertical conveyor systems?
Customization options for vertical conveyor systems can vary widely depending on the manufacturer. Common customization includes adjustments in height, load capacity, belt type, and operational speed. Additionally, you may incorporate features such as automated controls, safety guards, and integration with existing material handling systems. Discuss your specific requirements with suppliers to explore available options and ensure the solution meets your operational goals. -
What are the typical minimum order quantities (MOQs) for vertical conveyor systems?
Minimum order quantities (MOQs) for vertical conveyor systems can differ among suppliers and depend on the complexity and customization of the system. Generally, manufacturers may have a MOQ ranging from one unit for standard models to larger quantities for customized systems. It is essential to communicate your requirements with potential suppliers to understand their MOQ policies and negotiate terms that align with your operational needs. -
How can I vet suppliers for vertical conveyor systems?
Vetting suppliers for vertical conveyor systems involves assessing their experience, reputation, and capabilities. Research potential suppliers’ backgrounds, including their industry experience and previous projects. Look for customer testimonials and case studies that demonstrate successful implementations. Additionally, request certifications and compliance documents to ensure they meet international quality standards. Engaging in direct conversations with suppliers can also provide insights into their customer service and support capabilities. -
What payment terms should I expect when sourcing vertical conveyor systems internationally?
Payment terms for international sourcing of vertical conveyor systems can vary significantly based on the supplier and the nature of the transaction. Common terms include upfront deposits, progress payments during manufacturing, and final payments upon delivery. Some suppliers may offer flexible financing options or letters of credit for larger orders. It is advisable to negotiate clear payment terms that protect both parties and facilitate smooth transactions. -
What quality assurance (QA) measures should be in place for vertical conveyor systems?
Quality assurance (QA) measures are crucial in ensuring the reliability and safety of vertical conveyor systems. Suppliers should conduct rigorous testing during manufacturing, including load testing, safety checks, and functionality assessments. Certifications from recognized industry standards (e.g., ISO) can also indicate adherence to quality protocols. Request documentation detailing the QA processes and any warranties or guarantees provided by the supplier to safeguard your investment. -
What logistics considerations are important when importing vertical conveyor systems?
Logistics considerations for importing vertical conveyor systems include shipping methods, lead times, and customs regulations. Determine the best shipping options based on your location and urgency, whether by air or sea. Understand the customs requirements in your country, including duties and taxes, to avoid unexpected costs. Collaborate with a logistics partner experienced in handling industrial equipment to streamline the import process and ensure timely delivery to your facility.
Top 6 Vertical Conveyor Belt System Manufacturers & Suppliers List
1. IQS Directory – Vertical Conveyors
Domain: iqsdirectory.com
Registered: 2004 (21 years)
Introduction: Vertical conveyors, also known as vertical reciprocating conveyors (VRCs), are mechanical systems designed for elevating items between various height levels. They enhance efficiency by saving time and minimizing physical effort in material handling. VRCs are classified under ASME B20.1 safety code standards and are engineered for vertical movement of materials across different floors. They are cos…
2. Frontier Kemper – Corrugated Sidewall Conveyors
Domain: frontierkemper.com
Registered: 2000 (25 years)
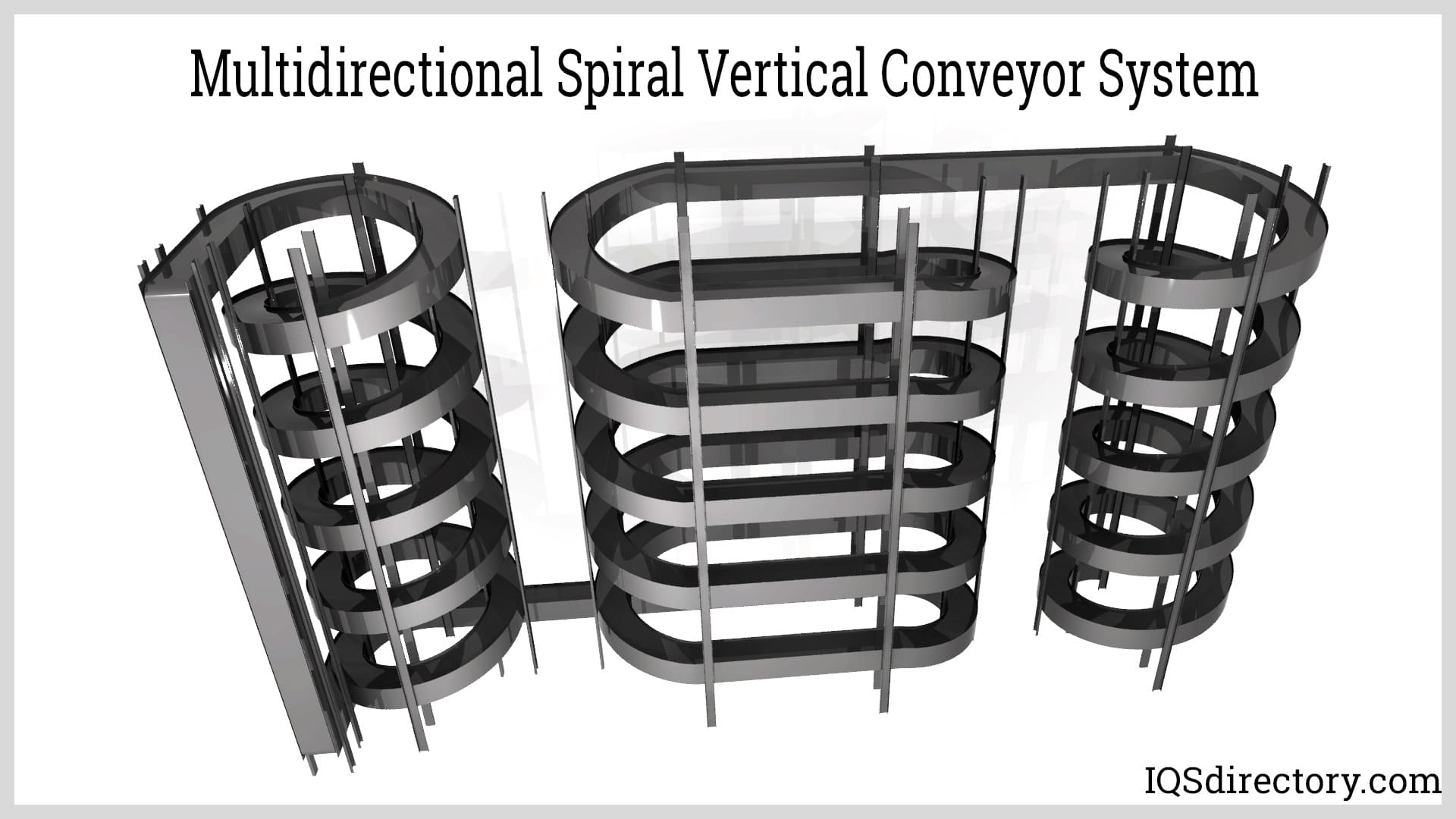
Introduction: {“Type”:”Corrugated Sidewall”,”Max Lift”:”2,600 ft. (800m)”,”Max Tonnage”:”Up to 6,000 TPH (varies by depth & density)”,”Belt Construction”:”Fabric & Steel Cord Base Belts”,”Braking”:”External Backstops & Spring-Applied Caliper Brakes/Hydraulic Release”,”Controls”:”Soft-Start or VFD”}
3. NERAK – Vertical Conveyors and Lifts
Domain: nerak-systems.com
Registered: 1998 (27 years)
Introduction: NERAK vertical conveyors and lifts are space-saving, quiet, durable, high-performance, cost-effective solutions for vertical transport. They utilize a unique Rubber Block Chain, capable of transporting loads up to 120 ft in temperatures ranging from -50 degrees F to 280 degrees F. The product range includes: Continuous Vertical Conveyors (CVC) for high capacity between two levels, Vertical Recipro…
4. PFI Conveyors – PURlift Vertical Lift Belt Conveyor

Domain: pficonveyors.com
Registered: 2022 (3 years)
Introduction: PURlift Vertical Lift Belt Conveyor features a dual “sandwich” lift design for vertical product elevation with minimal waste. Key features include: optimal product integrity with a self-tracking positive drive belt, automatic infeed for continuous operation, pneumatic belt tensioning, and a sanitary open-frame design for easy maintenance. The conveyor can lift products up to 90 degrees vertically,…
5. Vertical Conveyor – Efficient Material Handling Solutions
Domain: vertical-conveyor.com
Registered: 2003 (22 years)
Introduction: Vertical conveyors are machines designed for efficient material handling, automating the movement of products or materials between different levels. They are crucial for intralogistics and differ from product elevators or lifts. Key advantages include maximizing floor space, optimizing production areas, and facilitating quick vertical transport in warehouses and distribution centers. Different typ…
6. Nercon – Conveyor Elevators
Domain: nerconconveyors.com
Registered: 2013 (12 years)
Introduction: Conveyor elevators are designed to transport products between multiple levels efficiently, accommodating both packaged and unpackaged goods. Key product details include: 1. **Types of Elevators**: – Draper Z Incline Conveyor: Moves products without changeovers using an upper chain for orientation. – Gripper Elevators: Provide secure handling with adjustable openings. – Neroco™ Lift: Compact design…
Strategic Sourcing Conclusion and Outlook for vertical conveyor belt system
In today’s competitive landscape, vertical conveyor belt systems present a strategic advantage for businesses seeking to optimize their material handling processes. By efficiently transporting goods between multiple levels and minimizing floor space usage, these systems significantly enhance operational efficiency. Key considerations in sourcing these solutions include understanding specific industry requirements, evaluating the capabilities of various conveyor types—such as vertical reciprocating conveyors and continuous vertical lifts—and aligning with suppliers who offer integrated services from design to implementation.
Strategic sourcing not only ensures the acquisition of high-quality equipment tailored to your operational needs but also fosters long-term partnerships that can provide ongoing support and innovation. For international B2B buyers, particularly in regions like Africa, South America, the Middle East, and Europe, investing in vertical conveyor systems can lead to substantial improvements in productivity and cost savings.
As industries evolve and demand for automation rises, the future of vertical conveyor belt systems looks promising. Embrace this opportunity to streamline your operations and enhance your competitive edge. Engage with trusted suppliers today to explore customized solutions that meet your unique challenges and propel your business forward.
Important Disclaimer & Terms of Use
⚠️ Important Disclaimer
The information provided in this guide, including content regarding manufacturers, technical specifications, and market analysis, is for informational and educational purposes only. It does not constitute professional procurement advice, financial advice, or legal advice.
While we have made every effort to ensure the accuracy and timeliness of the information, we are not responsible for any errors, omissions, or outdated information. Market conditions, company details, and technical standards are subject to change.
B2B buyers must conduct their own independent and thorough due diligence before making any purchasing decisions. This includes contacting suppliers directly, verifying certifications, requesting samples, and seeking professional consultation. The risk of relying on any information in this guide is borne solely by the reader.
Illustrative image related to vertical conveyor belt system