Top 5 Roller Conveyors Suppliers (And How to Choose)
Introduction: Navigating the Global Market for roller conveyors
Navigating the complexities of sourcing roller conveyors can be a daunting challenge for international B2B buyers, especially in dynamic markets across Africa, South America, the Middle East, and Europe. As industries strive for efficiency in material handling, understanding the nuances of roller conveyor systems becomes paramount. This guide provides a comprehensive overview of the various types of roller conveyors, their applications, and the critical factors to consider when sourcing these essential systems. From gravity and powered conveyors to specialized applications, we delve into the intricacies that influence selection, ensuring buyers are equipped with the knowledge needed to make informed decisions.
In addition to exploring different conveyor types, this guide offers actionable insights on supplier vetting, cost considerations, and best practices for implementation. We recognize that the success of your operations hinges not only on the quality of the equipment but also on the reliability of your suppliers. By addressing these key aspects, we empower B2B buyers to navigate the global marketplace with confidence, ensuring that they select the right roller conveyor solutions tailored to their unique operational needs. Whether you’re in the bustling industrial sectors of Vietnam or the emerging markets of Brazil, this guide serves as a vital resource for optimizing your material handling processes and achieving operational excellence.
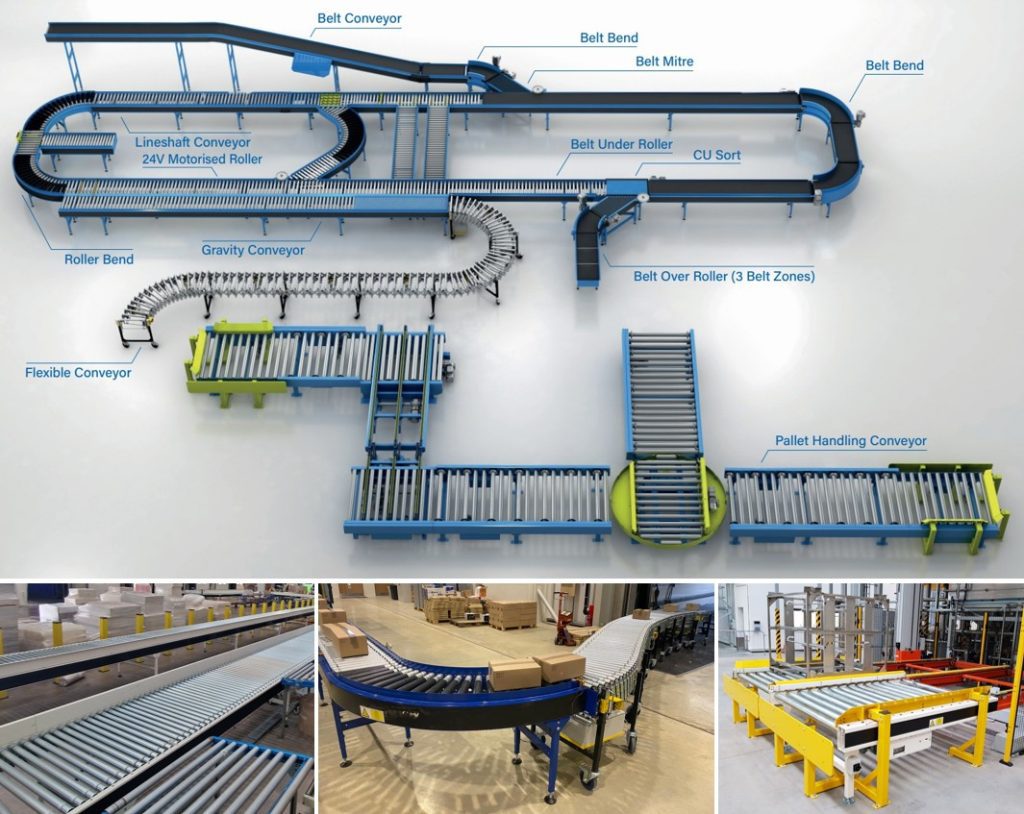
Understanding roller conveyors Types and Variations
| Type Name | Key Distinguishing Features | Primary B2B Applications | Brief Pros & Cons for Buyers |
|---|---|---|---|
| Gravity Roller Conveyor | Utilizes gravity for product movement; no power required | Warehousing, distribution centers | Pros: Cost-effective, low maintenance. Cons: Limited by slope; not suitable for heavy loads. |
| Powered Roller Conveyor | Uses electric motors to move items; can control speed and flow | Assembly lines, packaging operations | Pros: Versatile, handles heavier loads. Cons: Higher initial investment, requires power source. |
| Flexible Roller Conveyor | Adjustable and mobile; can be reconfigured easily | Temporary setups, shipping and receiving | Pros: Space-saving, adaptable to various layouts. Cons: Less stable; may require additional support. |
| Line Shaft Conveyor | Utilizes a central drive shaft to power rollers | Sorting, accumulation, and distribution | Pros: Energy-efficient, quieter operation. Cons: More complex installation; limited to specific layouts. |
| Skatewheel Conveyor | Features smaller wheels; ideal for lighter loads | Light-duty applications, packaging | Pros: Cost-effective, good for small items. Cons: Limited weight capacity; requires flat-bottomed products. |
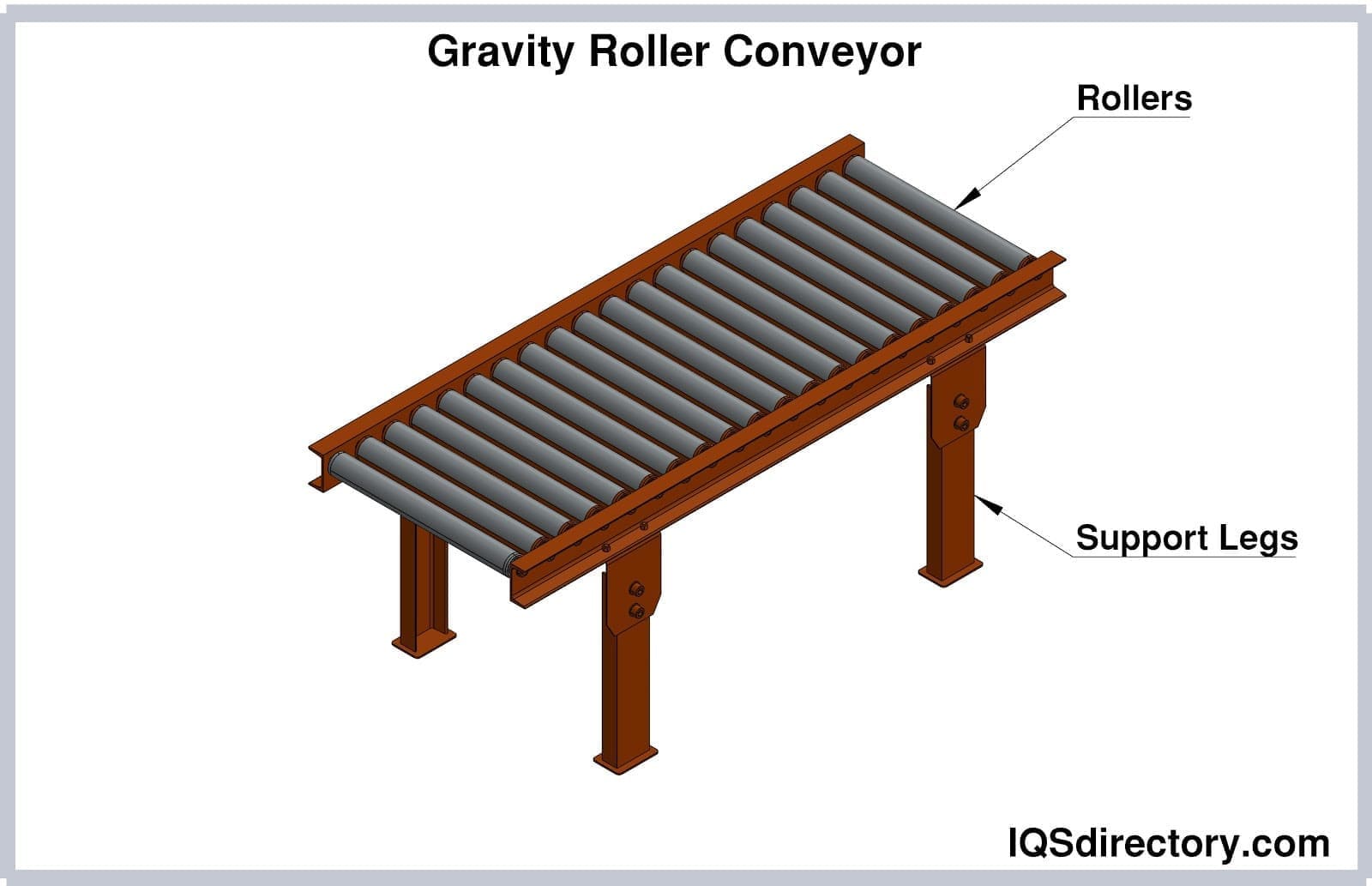
What Are the Key Characteristics of Gravity Roller Conveyors?
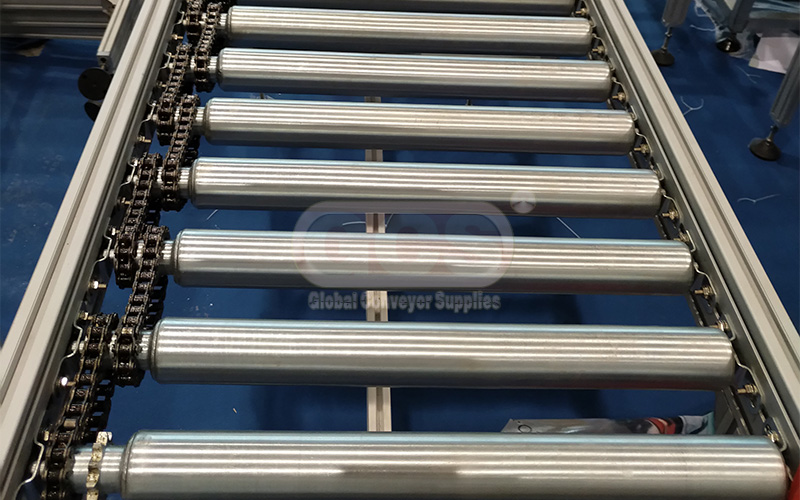
Gravity roller conveyors operate by utilizing the force of gravity to facilitate the movement of products along a sloped surface. They are particularly well-suited for transporting items in warehouses and distribution centers where manual handling is minimized. B2B buyers should consider the weight and size of the items being transported, as gravity systems are limited by the incline and cannot handle excessively heavy loads. Additionally, these conveyors are cost-effective and require minimal maintenance, making them an attractive option for budget-conscious businesses.
How Do Powered Roller Conveyors Enhance Operational Efficiency?
Powered roller conveyors are equipped with electric motors that drive the rollers, allowing for controlled movement of products. This type of conveyor is ideal for assembly lines and packaging operations where precise control over product flow is necessary. Buyers should assess their power requirements and the layout of their facilities, as powered systems often come with higher initial costs and require a reliable power source. However, their ability to handle heavier loads and customizable configurations make them a valuable investment for many businesses.
Why Choose Flexible Roller Conveyors for Temporary Setups?
Flexible roller conveyors are designed for adaptability and mobility, making them perfect for temporary setups in shipping and receiving areas. These conveyors can be easily reconfigured to fit various layouts, allowing businesses to optimize space during peak operations. When considering a flexible conveyor, B2B buyers should evaluate the stability and support required, as these systems may need additional reinforcement depending on their configuration. Their space-saving design is a significant advantage in environments with fluctuating operational demands.

Illustrative image related to roller conveyors
What Are the Benefits of Line Shaft Conveyors in Material Handling?
Line shaft conveyors are powered by a central drive shaft, which provides energy to the rollers. This type of conveyor is particularly effective for sorting and accumulation tasks, as it allows for smooth product flow with minimal noise. B2B buyers should consider the complexity of installation and the specific layout of their operations when evaluating line shaft systems. While they offer energy efficiency and quieter operation, they may require more planning and investment upfront compared to simpler systems.
How Do Skatewheel Conveyors Cater to Light-Duty Applications?
Skatewheel conveyors utilize smaller wheels to facilitate the movement of lightweight items, making them ideal for light-duty applications such as packaging and small parts handling. These conveyors are cost-effective and can be easily integrated into existing systems. However, buyers should be mindful of the weight capacity limitations and ensure that the products being transported have flat bottoms for optimal performance. Their simplicity and affordability make skatewheel conveyors a practical choice for businesses with lighter material handling needs.
Key Industrial Applications of roller conveyors
| Industry/Sector | Specific Application of Roller Conveyors | Value/Benefit for the Business | Key Sourcing Considerations for this Application |
|---|---|---|---|
| Manufacturing | Assembly Line Transport | Increases efficiency in production processes and reduces labor costs. | Durability, load capacity, and adaptability to specific product types. |
| Warehousing and Distribution | Order Fulfillment and Sorting | Streamlines the picking process and minimizes errors, enhancing overall productivity. | Flexibility in layout, integration with existing systems, and speed of delivery. |
| Food and Beverage | Packaging and Palletizing | Improves hygiene standards and ensures safe handling of products, reducing waste. | Compliance with food safety regulations and ease of cleaning. |
| Automotive | Parts Handling and Delivery | Enhances just-in-time delivery systems, reducing inventory costs and improving workflow. | Resistance to heavy loads, compatibility with various part sizes, and reliability. |
| E-commerce | Returns Processing and Shipping | Accelerates the returns process and improves customer satisfaction through efficient handling. | Speed of operation, ease of installation, and adaptability to changing inventory sizes. |
How Are Roller Conveyors Used in Manufacturing?
In the manufacturing sector, roller conveyors are integral to assembly line transport. They facilitate the movement of components between workstations, significantly increasing production efficiency. By automating material handling, businesses can reduce labor costs and minimize the risk of errors associated with manual transport. Buyers should consider the durability and load capacity of the conveyors to ensure they can withstand the operational demands of their specific manufacturing processes.
What Role Do Roller Conveyors Play in Warehousing and Distribution?
In warehousing and distribution, roller conveyors are crucial for order fulfillment and sorting operations. They enable the rapid movement of goods, reducing picking times and minimizing errors in order processing. This efficiency translates to higher productivity and better service levels. International buyers must look for flexibility in conveyor design to adapt to various warehouse layouts and the ability to integrate seamlessly with existing systems.
How Are Roller Conveyors Beneficial in the Food and Beverage Industry?
In the food and beverage industry, roller conveyors are used for packaging and palletizing products. These systems enhance hygiene standards by minimizing manual handling, thus reducing the risk of contamination. Additionally, they ensure safe and efficient product movement, which is critical in this sector. Buyers need to ensure that the conveyors comply with food safety regulations and are easy to clean, maintaining high hygiene standards throughout the production process.

Illustrative image related to roller conveyors
Why Are Roller Conveyors Important for the Automotive Industry?
The automotive industry utilizes roller conveyors for parts handling and delivery within manufacturing facilities. These conveyors support just-in-time delivery systems, which are essential for reducing inventory costs and improving workflow efficiency. Businesses in this sector should focus on sourcing conveyors that can handle heavy loads and are compatible with various part sizes to enhance operational reliability and performance.
How Do Roller Conveyors Improve E-commerce Operations?
In the realm of e-commerce, roller conveyors streamline the returns processing and shipping of products. They facilitate quick and efficient handling of returned items, which is vital for maintaining customer satisfaction. Additionally, these systems support the rapid movement of goods, which is essential in a fast-paced e-commerce environment. Buyers should prioritize conveyors that offer speed and adaptability to accommodate fluctuating inventory sizes, ensuring they can meet changing market demands effectively.
3 Common User Pain Points for ‘roller conveyors’ & Their Solutions
Scenario 1: Managing Heavy Loads Without Compromise
The Problem: In manufacturing and warehousing environments, businesses often face the challenge of transporting heavy loads efficiently. Standard roller conveyors may not be equipped to handle substantial weights, leading to potential breakdowns, safety hazards, and increased maintenance costs. B2B buyers in these industries may find themselves in a dilemma: how to maintain productivity without risking equipment failure or employee safety.
The Solution: To tackle this issue, buyers should consider investing in heavy-duty roller conveyors specifically designed to manage heavier loads. These conveyors typically feature larger roller diameters and stronger materials, ensuring they can withstand the demands of heavy items. When sourcing roller conveyors, buyers should inquire about the load capacity and select models that provide a buffer above their maximum expected load. Additionally, regular maintenance schedules should be implemented to monitor wear and tear, ensuring that the conveyor systems remain in optimal working condition. Collaborating with suppliers who offer customized solutions tailored to specific load requirements can also enhance safety and efficiency.

Illustrative image related to roller conveyors
Scenario 2: Space Constraints in Warehouse Layouts
The Problem: Many warehouses and production facilities struggle with limited space, making it difficult to implement efficient material handling systems. Traditional roller conveyor systems can occupy significant floor space, leading to congestion and inefficiencies in the workflow. B2B buyers are often concerned about maximizing their operational footprint while ensuring smooth transport of goods.
The Solution: A strategic approach to this problem involves selecting flexible and modular roller conveyor systems that can adapt to various configurations. Buyers should explore options such as expandable roller conveyors that can be adjusted in length and width, or multi-level systems that utilize vertical space. Additionally, incorporating gravity roller conveyors can help reduce reliance on powered systems, thus saving energy and space. When designing the layout, conducting a thorough analysis of workflow patterns and product sizes will help in determining the optimal conveyor configuration. Engaging with an experienced material handling consultant can provide insights into space-saving designs and efficient product flows.
Scenario 3: Downtime Due to Maintenance and Repairs
The Problem: Downtime caused by conveyor malfunctions can significantly impact productivity and operational efficiency. For B2B buyers, the risk of unexpected breakdowns can lead to costly interruptions, delays in order fulfillment, and dissatisfied customers. Understanding the maintenance needs of roller conveyors is critical, yet many buyers overlook this aspect during the procurement process.
The Solution: To mitigate the risk of downtime, buyers should prioritize the selection of roller conveyors that come with robust warranties and excellent customer support. Regular preventive maintenance is essential; therefore, establishing a maintenance routine that includes inspections, cleaning, and lubrication of moving parts can enhance the longevity of the system. Buyers should also consider investing in roller conveyors that feature easy-to-replace components, allowing for quick repairs and minimizing the time the system is offline. Furthermore, training staff on basic troubleshooting techniques can empower them to address minor issues before they escalate, ensuring a smoother operation. Building a relationship with suppliers who offer training and support can also provide valuable resources for maintaining system efficiency.
Strategic Material Selection Guide for roller conveyors
When selecting materials for roller conveyors, B2B buyers must consider various factors that influence performance, durability, and cost-effectiveness. Below, we analyze four common materials used in roller conveyor construction, highlighting their properties, advantages, disadvantages, and specific considerations for international markets.
What Are the Key Properties of Steel for Roller Conveyors?
Steel is a widely used material for roller conveyors due to its strength and durability. It can withstand high loads and is resistant to deformation under pressure. Steel rollers typically have a high-temperature rating, making them suitable for environments where heat is a factor. Additionally, they can be treated for corrosion resistance, enhancing their lifespan in harsh conditions.
Pros: Steel rollers are robust, cost-effective, and can handle heavy loads, making them ideal for heavy-duty applications. They are also relatively easy to manufacture and can be produced in various sizes.
Illustrative image related to roller conveyors
Cons: While steel is strong, it is also prone to rust if not properly treated, which can lead to increased maintenance costs. The weight of steel can also be a disadvantage in applications requiring lightweight components.
Impact on Application: Steel rollers are particularly effective in environments where heavy materials are transported, such as in manufacturing and distribution centers.
Considerations for International Buyers: Compliance with standards such as ASTM for steel quality is crucial. Buyers from regions like Africa and South America may need to consider local availability and treatment processes to ensure corrosion resistance.
How Does Aluminum Compare as a Material for Roller Conveyors?
Aluminum is another popular choice for roller conveyors, especially in applications requiring lightweight components. It boasts excellent corrosion resistance naturally, which makes it suitable for environments with moisture or chemicals.

Illustrative image related to roller conveyors
Pros: Aluminum rollers are lightweight, which can reduce overall system weight and improve energy efficiency. They are also resistant to corrosion and can be anodized for additional protection.
Cons: Aluminum is generally less durable than steel and may not support as heavy loads. Additionally, the cost of aluminum can be higher than that of steel, especially in regions where it must be imported.
Impact on Application: Ideal for light to medium-duty applications, aluminum rollers are often used in food processing and packaging industries where hygiene and weight are critical factors.

Illustrative image related to roller conveyors
Considerations for International Buyers: Buyers should ensure that aluminum products meet local standards, such as DIN or JIS, especially in Europe and Asia.
What Are the Benefits of Plastic Rollers in Roller Conveyors?
Plastic rollers are increasingly being used in roller conveyors due to their versatility and resistance to corrosion and chemicals. They are often made from materials like polyethylene or polypropylene, which can handle a variety of media.
Pros: Plastic rollers are lightweight, resistant to corrosion, and can be manufactured in various colors for easy identification. They are also quieter during operation compared to metal rollers.
Cons: Plastic rollers may not support as heavy loads as steel or aluminum and can be more susceptible to wear and tear over time. They may also have a lower temperature tolerance.

Illustrative image related to roller conveyors
Impact on Application: These rollers are well-suited for light-duty applications, particularly in industries like packaging and pharmaceuticals, where cleanliness is paramount.
Considerations for International Buyers: Compliance with food safety standards (e.g., FDA regulations) is essential for buyers in the food industry. Buyers should also consider the availability of specific plastic materials in their region.
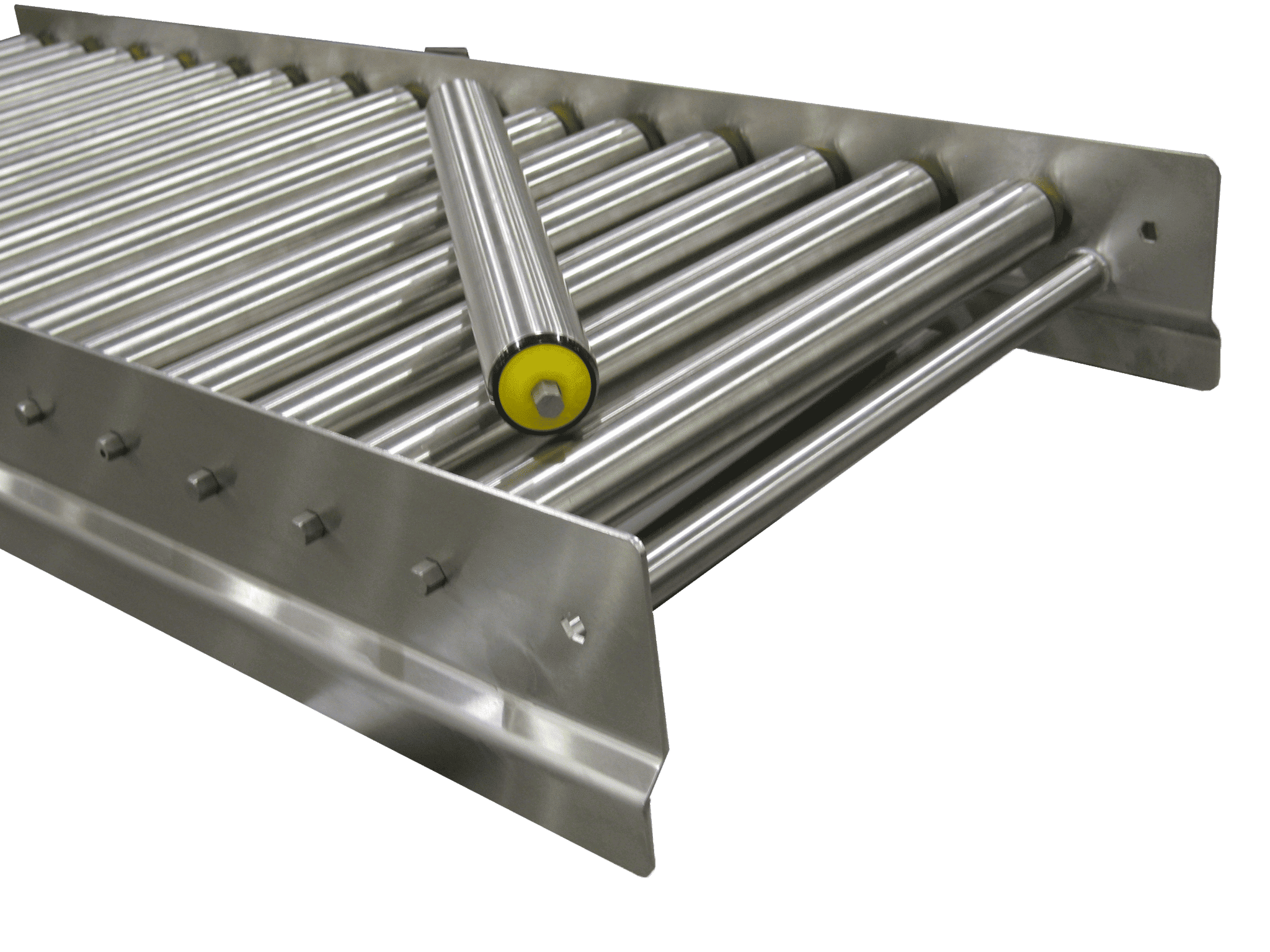
Why Choose Stainless Steel for Roller Conveyors?
Stainless steel is an excellent choice for roller conveyors that require both strength and resistance to corrosion. It is particularly beneficial in industries where hygiene is critical, such as food processing and pharmaceuticals.
Pros: Stainless steel rollers are durable and resistant to rust and corrosion. They can withstand high temperatures and are easy to clean, making them ideal for sanitary applications.

Illustrative image related to roller conveyors
Cons: The primary drawback is the higher cost compared to other materials. Additionally, stainless steel can be heavier, which may impact the overall weight of the conveyor system.
Impact on Application: Stainless steel is perfect for environments where hygiene and durability are essential, such as in food and beverage processing.
Considerations for International Buyers: Buyers should ensure compliance with international standards for food safety and material quality. Understanding local regulations in regions like the Middle East and Europe is crucial for successful procurement.
Summary Table of Material Selection for Roller Conveyors
| Material | Typical Use Case for Roller Conveyors | Key Advantage | Key Disadvantage/Limitation | Relative Cost (Low/Med/High) |
|---|---|---|---|---|
| Steel | Heavy-duty applications | High strength and load capacity | Prone to rust without treatment | Medium |
| Aluminum | Light to medium-duty applications | Lightweight and corrosion-resistant | Lower load capacity than steel | High |
| Plastic | Light-duty applications | Lightweight and quiet | Susceptible to wear and lower temperature tolerance | Low |
| Stainless Steel | Sanitary applications | Corrosion-resistant and easy to clean | Higher cost and heavier weight | High |
This strategic material selection guide helps B2B buyers make informed decisions based on their specific needs, ensuring that the chosen roller conveyor material aligns with operational requirements and regional standards.

Illustrative image related to roller conveyors
In-depth Look: Manufacturing Processes and Quality Assurance for roller conveyors
What Are the Main Stages of Manufacturing Roller Conveyors?
The manufacturing process of roller conveyors involves several critical stages, each designed to ensure the final product meets the required specifications for performance and quality.
Material Preparation: What Types of Materials Are Used?
The first step in the manufacturing process is material preparation. Roller conveyors are primarily made from steel, aluminum, or plastic, chosen based on the intended application and load requirements. The materials undergo cutting and shaping to create parts like rollers, frames, and supports. Steel is commonly used for heavy-duty applications due to its strength and durability, while aluminum offers lightweight properties suitable for lighter loads.
Forming: How Are Rollers and Frames Shaped?
Once the materials are prepared, the next stage involves forming. This typically includes processes such as welding, bending, and machining. Rollers may be produced using extrusion or stamping methods, which ensure uniformity in diameter and wall thickness. Precision machining is essential for creating components that fit together seamlessly, contributing to the overall efficiency of the conveyor system.
Assembly: What Techniques Are Used to Assemble Roller Conveyors?
The assembly stage combines all the components into a finished roller conveyor system. This involves attaching the rollers to the frame, ensuring proper alignment, and integrating any additional features such as drive motors or control systems. Automated assembly lines may be employed for high-volume production, while manual assembly techniques are often used for custom or low-volume orders. Skilled technicians oversee this stage to ensure that every part is correctly installed and functioning as intended.
Finishing: What Are the Final Touches for Quality?
The final manufacturing stage is finishing, which includes surface treatments such as powder coating, galvanization, or anodizing. These processes enhance the durability and corrosion resistance of the conveyor, making them suitable for various environments, including those with high moisture or chemical exposure. Proper finishing not only improves aesthetics but also extends the operational lifespan of the roller conveyors.

Illustrative image related to roller conveyors
How Is Quality Assurance Integrated into the Manufacturing Process?
Quality assurance (QA) is a vital component of the manufacturing process, ensuring that roller conveyors meet international standards and specific customer requirements.
What International Standards Should B2B Buyers Be Aware Of?
International standards such as ISO 9001 provide a framework for quality management systems. Compliance with these standards signifies that the manufacturer has established processes to ensure consistent quality. Additionally, industry-specific certifications, such as CE marking for products sold within the European Economic Area and API certifications for equipment used in the petroleum industry, are crucial for meeting regulatory requirements.
What Are the Key Quality Control Checkpoints?
Quality control (QC) checkpoints are integrated throughout the manufacturing process, typically categorized into three main areas:
-
Incoming Quality Control (IQC): This involves inspecting raw materials and components upon arrival to ensure they meet specified standards before entering the production line.
-
In-Process Quality Control (IPQC): During manufacturing, ongoing inspections are conducted to monitor critical dimensions and performance characteristics. This helps identify and rectify issues early in the production process.
-
Final Quality Control (FQC): Once assembly is complete, a final inspection is performed. This includes testing the conveyor system’s functionality, load capacity, and safety features to ensure compliance with industry standards.
What Common Testing Methods Are Used?
Common testing methods for roller conveyors include load testing, operational testing, and environmental testing. Load testing assesses the conveyor’s ability to handle specified weights without failure, while operational testing ensures that the system functions smoothly under normal working conditions. Environmental testing evaluates the system’s performance under varying temperature and humidity conditions, simulating real-world operational environments.

Illustrative image related to roller conveyors
How Can B2B Buyers Verify Supplier Quality Control Processes?
B2B buyers, particularly those in regions such as Africa, South America, the Middle East, and Europe, must ensure that their suppliers adhere to robust quality control processes.
What Should Buyers Look for in Supplier Audits?
Conducting supplier audits is an effective way to assess a manufacturer’s quality control practices. Buyers should inquire about the supplier’s quality management system, including certifications and adherence to international standards. Additionally, reviewing audit reports can provide insights into the manufacturer’s compliance history and areas for improvement.
How Important Are Third-Party Inspections?
Engaging third-party inspection services can offer an unbiased assessment of the manufacturing processes and quality assurance practices. These inspections can occur at various stages of production, providing buyers with confidence that the products meet their specifications and industry standards.

Illustrative image related to roller conveyors
What Nuances Should International Buyers Consider?
International buyers must be aware of the nuances in quality assurance requirements that may vary by region. For example, certain markets may have specific safety standards or regulations that must be met for imported goods. Understanding these regional differences is crucial for ensuring compliance and avoiding potential issues during customs clearance.
Conclusion: Ensuring Quality in Roller Conveyor Manufacturing
In conclusion, the manufacturing processes and quality assurance practices for roller conveyors are complex and multifaceted. By understanding the stages of manufacturing, the importance of quality control, and how to verify supplier compliance, B2B buyers can make informed decisions that lead to successful procurement and long-term operational efficiency. Investing time in evaluating suppliers and their processes ultimately results in enhanced performance and reliability of roller conveyor systems in various applications.
Practical Sourcing Guide: A Step-by-Step Checklist for ‘roller conveyors’
Introduction
Sourcing roller conveyors effectively is crucial for businesses looking to enhance their material handling capabilities. This guide provides a practical checklist to help international B2B buyers navigate the procurement process, ensuring that they select the right equipment to meet their operational needs.
Step 1: Define Your Technical Specifications
Clearly outline the specifications required for your roller conveyors. Consider factors such as the type of materials to be transported, weight capacities, and the dimensions of the conveyor system. Understanding these parameters will help you identify the most suitable products and prevent costly mistakes later in the purchasing process.
- Material Type: Determine if you need gravity rollers, powered rollers, or specialized systems for specific applications.
- Weight Capacity: Assess the maximum load each roller must support to avoid overloading and potential damage.
Step 2: Research Different Conveyor Types
Familiarize yourself with the various types of roller conveyors available in the market. Understanding the differences between gravity roller conveyors, powered conveyors, and flexible conveyors will enable you to choose the best fit for your operations.
- Gravity Roller Conveyors: Ideal for light to medium loads; they rely on gravity for movement.
- Powered Roller Conveyors: Suitable for heavier loads and longer distances, as they offer more control over the movement.
Step 3: Evaluate Potential Suppliers
Before committing to a purchase, thoroughly vet potential suppliers. Request detailed company profiles, case studies, and references from buyers in similar industries or regions to ensure credibility.
- Supplier Experience: Look for suppliers with a proven track record in providing roller conveyors.
- Customer Support: Assess their ability to provide ongoing support and maintenance services.
Step 4: Verify Certifications and Compliance
Ensure that the suppliers you are considering comply with relevant industry standards and certifications. This step is crucial for ensuring product quality, safety, and reliability.
- ISO Certifications: Check if the supplier holds ISO certifications related to manufacturing and quality management.
- Safety Standards: Confirm compliance with local safety regulations applicable to your region.
Step 5: Request Detailed Quotes
Obtain detailed quotes from multiple suppliers, including specifications, pricing, lead times, and warranty information. This will help you make informed comparisons and negotiate better terms.
Illustrative image related to roller conveyors
- Breakdown of Costs: Ensure the quote includes all potential costs, such as shipping, installation, and after-sales service.
- Lead Times: Confirm delivery timelines to align with your operational schedules.
Step 6: Assess After-Sales Support Options
Evaluate the after-sales support offered by potential suppliers. Reliable support is essential for maintaining the efficiency and longevity of your roller conveyor systems.
- Warranty Terms: Understand the warranty coverage for the conveyors, including parts and labor.
- Technical Support: Ensure that the supplier provides accessible technical support for troubleshooting and maintenance.
Step 7: Finalize Your Decision and Place the Order
After thorough evaluation and comparison, finalize your decision based on the best fit for your technical requirements, budget, and supplier reliability. Once you are satisfied, proceed to place your order.
- Documentation: Ensure all agreements and specifications are documented clearly to avoid misunderstandings.
- Payment Terms: Confirm payment terms and conditions before finalizing the purchase.
By following this checklist, B2B buyers can streamline the sourcing process for roller conveyors, ensuring they make informed decisions that enhance their operational efficiency.

Illustrative image related to roller conveyors
Comprehensive Cost and Pricing Analysis for roller conveyors Sourcing
What Are the Key Cost Components in Roller Conveyors Sourcing?
When sourcing roller conveyors, understanding the cost structure is critical for B2B buyers. The main cost components include:
-
Materials: The type of materials used in manufacturing roller conveyors significantly impacts pricing. Common materials include galvanized steel, aluminum, and polyurethane. Each material has its cost implications based on durability and application suitability.
-
Labor: Labor costs vary depending on the region of manufacturing. For example, labor costs in Southeast Asia may be lower than in Europe, influencing the overall cost of the conveyor systems.
-
Manufacturing Overhead: This includes costs associated with the factory, utilities, and administrative expenses. Efficient manufacturing processes can help keep overhead low, benefiting the pricing structure.
-
Tooling: Specialized tools and machinery required for production can entail significant upfront investment. Suppliers often allocate these costs into the final pricing of the conveyors.
-
Quality Control (QC): Rigorous QC processes ensure that the conveyors meet industry standards, which can add to the overall cost. Certifications (e.g., ISO, CE) may also influence pricing, as they require compliance efforts.
-
Logistics: Shipping and transportation costs vary widely based on distance and mode of transport. International buyers must consider these costs, particularly when sourcing from distant suppliers.
-
Margin: Suppliers add a margin to cover their risks and ensure profitability. This margin can be influenced by market competition and supplier reputation.
What Factors Influence the Pricing of Roller Conveyors?
Several factors can influence the pricing of roller conveyors:
-
Volume/MOQ (Minimum Order Quantity): Bulk orders often lead to reduced prices per unit due to economies of scale. Buyers should negotiate to obtain better pricing based on larger quantities.
-
Specifications and Customization: Custom features, such as specialized dimensions or unique materials, can increase costs. Standardized products typically offer better pricing due to streamlined production.
-
Quality and Certifications: Higher quality materials and certified products tend to cost more. Buyers must assess whether the additional investment aligns with their operational needs.
-
Supplier Factors: The reputation and reliability of suppliers can affect pricing. Established suppliers may charge a premium for their proven quality and service.
-
Incoterms: Understanding the Incoterms (International Commercial Terms) is crucial for pricing negotiations. They dictate the responsibilities of buyers and sellers regarding shipping, insurance, and tariffs, which can affect overall costs.
What Are the Best Practices for Negotiating Roller Conveyor Prices?
To maximize cost-efficiency in sourcing roller conveyors, buyers can consider the following tips:
-
Research and Compare: Gather quotes from multiple suppliers to understand the market range for similar products. This information can strengthen your negotiation position.
-
Focus on Total Cost of Ownership (TCO): Evaluate the long-term costs associated with conveyor systems, including maintenance, energy consumption, and lifespan. Sometimes, a higher upfront cost can lead to lower TCO.
-
Negotiate Terms: Discuss payment terms, delivery schedules, and warranty agreements to find mutually beneficial solutions. Flexibility can sometimes lead to better pricing.
-
Leverage Volume Discounts: If your business anticipates future needs, negotiating a multi-order agreement can result in better pricing.
-
Be Aware of Pricing Nuances for International Sourcing: Different regions may have unique pricing structures based on local demand, currency fluctuations, and import tariffs. Understanding these nuances can help in making informed decisions.
What Should Buyers Keep in Mind About Indicative Prices?
While it is beneficial to have a rough idea of prices, buyers should note that indicative prices can fluctuate based on market conditions, currency exchange rates, and raw material costs. Therefore, always confirm current pricing with suppliers and consider potential changes during the procurement process. This proactive approach ensures that budgets are maintained and unexpected costs are minimized.
Alternatives Analysis: Comparing roller conveyors With Other Solutions
Exploring Alternative Solutions to Roller Conveyors
In the realm of material handling, roller conveyors serve as a popular choice due to their efficiency and versatility. However, businesses often seek alternatives that may better suit their specific operational needs or budget constraints. This analysis compares roller conveyors with two viable alternatives: belt conveyors and automated guided vehicles (AGVs). Understanding the strengths and weaknesses of each solution can guide B2B buyers in making informed decisions.
| Comparison Aspect | Roller Conveyors | Belt Conveyors | Automated Guided Vehicles (AGVs) |
|---|---|---|---|
| Performance | High throughput for moving packages. | Smooth transport of varied product shapes. | Flexible routing and real-time adjustments. |
| Cost | Moderate initial investment; used options available. | Typically higher upfront costs. | Higher investment; requires advanced technology. |
| Ease of Implementation | Generally simple installation. | May require more extensive setup and adjustments. | Complex integration with existing systems. |
| Maintenance | Low maintenance; occasional roller replacement needed. | Moderate; requires belt inspections and replacements. | High; regular software updates and maintenance are necessary. |
| Best Use Case | Ideal for straight-line transport of boxes and pallets. | Best for materials with irregular shapes or surfaces. | Suitable for dynamic environments needing flexibility. |
Belt Conveyors: An Alternative Worth Considering
Belt conveyors are a strong alternative to roller conveyors, particularly for transporting materials that have uneven surfaces or irregular shapes. They are designed to provide a continuous and smooth transportation path, which can be beneficial for fragile items. However, the initial cost of belt conveyors is typically higher, and they may require more maintenance due to the wear and tear of the belts over time. While they excel in certain applications, businesses must weigh the higher costs and maintenance needs against their specific requirements.

Illustrative image related to roller conveyors
Automated Guided Vehicles (AGVs): Embracing Modern Technology
Automated Guided Vehicles (AGVs) represent a more advanced solution for material handling, offering flexibility and the ability to navigate complex warehouse layouts. These vehicles can adapt to changing environments and optimize routes in real-time, enhancing efficiency. However, the costs associated with AGVs are significantly higher, both in terms of initial investment and ongoing maintenance, which includes software updates and potential system reconfigurations. AGVs are best suited for operations that demand high levels of automation and flexibility, making them a consideration for forward-thinking businesses looking to modernize their logistics processes.
Making the Right Choice: What Should B2B Buyers Consider?
When selecting between roller conveyors, belt conveyors, and AGVs, B2B buyers should consider their specific operational needs, budget constraints, and the types of materials they handle. Roller conveyors provide a reliable and cost-effective solution for straightforward material transport, while belt conveyors offer versatility for varied product shapes. AGVs, on the other hand, are ideal for businesses aiming for a high degree of automation and flexibility. Ultimately, understanding the unique advantages and limitations of each alternative will empower buyers to make the best choice for their material handling needs.
Essential Technical Properties and Trade Terminology for roller conveyors
What Are the Key Technical Properties of Roller Conveyors?
When evaluating roller conveyors, understanding their technical properties is essential for making informed purchasing decisions. Here are several critical specifications that play a significant role in their performance and suitability for various applications:
1. Material Grade
The material grade of the rollers is a fundamental property that determines durability and load capacity. Common materials include steel, aluminum, and plastic. Steel rollers are typically used for heavy-duty applications due to their strength, while aluminum is lighter and often preferred for lighter loads and environments that require corrosion resistance. The choice of material directly affects the conveyor’s lifespan and maintenance needs.
2. Roller Diameter
Roller diameter impacts the load-bearing capacity and the efficiency of the conveyor system. Standard diameters range from 1.375 inches to 2 inches. A larger diameter roller can support heavier loads and provide smoother operation over longer distances. For B2B buyers, selecting the appropriate diameter is crucial for ensuring operational efficiency and preventing premature wear and tear.
Illustrative image related to roller conveyors
3. Load Capacity
Load capacity is a critical specification that indicates the maximum weight each roller can support. This value varies based on roller diameter and material. For example, a 1.375-inch roller typically supports around 120 lbs, while a 1.9-inch roller can handle approximately 250 lbs. Understanding load capacity is vital for matching the conveyor system to specific operational needs and preventing potential failures due to overloading.
4. Tolerance
Tolerance refers to the permissible limit of variation in roller dimensions and is crucial for ensuring proper alignment and performance. Tight tolerances are essential in high-speed applications where precision is paramount. In contrast, looser tolerances may be acceptable for less demanding environments. Buyers must consider the tolerance specifications to avoid misalignment and ensure smooth operation.
5. Roller Spacing
Roller spacing defines the distance between each roller on the conveyor. Common spacings include 3 inches and 4 inches. Proper spacing is essential for supporting the product being transported; too wide a spacing may lead to sagging and product damage, while too narrow may increase friction and wear. Understanding roller spacing helps buyers design an effective conveyor layout that optimally supports their specific materials.

Illustrative image related to roller conveyors
What Are Common Trade Terms in the Roller Conveyor Industry?
Familiarity with industry terminology is crucial for effective communication and negotiation in B2B transactions. Here are several essential trade terms related to roller conveyors:
1. OEM (Original Equipment Manufacturer)
An OEM is a company that produces parts or equipment that may be marketed by another manufacturer. In the context of roller conveyors, knowing the OEM can help buyers ensure compatibility with existing systems and maintain quality standards.
2. MOQ (Minimum Order Quantity)
MOQ refers to the smallest quantity of a product that a supplier is willing to sell. Understanding the MOQ is important for buyers to manage inventory costs effectively and to make bulk purchasing decisions that can lead to cost savings.
3. RFQ (Request for Quotation)
An RFQ is a document that a buyer sends to suppliers to request pricing and other details for specific products. This is a critical step in the procurement process, allowing buyers to compare options and negotiate terms effectively.
4. Incoterms (International Commercial Terms)
Incoterms are a set of predefined commercial terms published by the International Chamber of Commerce, used in international transactions. They clarify the responsibilities of buyers and sellers regarding shipping, insurance, and tariffs. Familiarity with Incoterms helps buyers understand their obligations and risks in the procurement process.

Illustrative image related to roller conveyors
5. Lead Time
Lead time is the period between placing an order and receiving the goods. It is crucial for planning operations and inventory management. Understanding lead times helps businesses ensure timely delivery and avoid disruptions in their supply chain.
By grasping these technical properties and trade terms, international B2B buyers can enhance their decision-making process, ensuring they invest in the right roller conveyor systems that meet their operational requirements and strategic objectives.
Navigating Market Dynamics and Sourcing Trends in the roller conveyors Sector
What Are the Current Trends Shaping the Roller Conveyors Market?
The roller conveyors market is experiencing significant transformation driven by globalization, technological advancements, and evolving industrial needs. Key drivers include the increasing demand for automation in manufacturing and logistics, particularly in emerging economies across Africa, South America, and the Middle East. As these regions invest in infrastructure, the demand for efficient material handling solutions, including roller conveyors, is expected to surge.
Current trends indicate a shift towards more flexible and modular conveyor systems. International B2B buyers are increasingly seeking customizable solutions that can adapt to changing operational requirements. Technologies such as IoT (Internet of Things) and AI (Artificial Intelligence) are being integrated into conveyor systems, allowing for real-time monitoring and enhanced operational efficiency. Additionally, the rise of e-commerce has intensified the need for efficient order fulfillment systems, which often rely on advanced conveyor solutions to streamline processes.
Emerging sourcing trends reflect a preference for local suppliers who can provide quicker turnaround times and better support. Buyers are also increasingly interested in the total cost of ownership rather than just the initial purchase price, considering factors such as maintenance, energy efficiency, and lifespan. Understanding these market dynamics is crucial for international buyers aiming to make informed procurement decisions.
How Is Sustainability Influencing Sourcing Decisions in the Roller Conveyors Industry?
Sustainability is becoming a core consideration in the sourcing of roller conveyors. The environmental impact of manufacturing and operating these systems is under scrutiny, leading companies to adopt greener practices. B2B buyers are increasingly prioritizing suppliers who demonstrate a commitment to sustainability, which can include the use of recycled materials, energy-efficient manufacturing processes, and reduced carbon footprints.
Ethical sourcing has gained traction, with businesses seeking to ensure that their suppliers adhere to fair labor practices and environmental regulations. Certifications such as ISO 14001 (Environmental Management) and FSC (Forest Stewardship Council) for wooden components are becoming important benchmarks for procurement. Buyers should look for suppliers who can provide proof of compliance with these standards, as this not only enhances their brand reputation but also aligns with the growing consumer preference for sustainable products.
Furthermore, the use of innovative materials, such as biodegradable plastics and energy-efficient motors, is on the rise. These materials not only reduce environmental impact but also offer enhanced durability and performance, making them attractive options for buyers looking to future-proof their operations.
Illustrative image related to roller conveyors
What Is the Historical Context Behind the Development of Roller Conveyors?
The evolution of roller conveyors dates back to the early 20th century, when they were first introduced as a means to improve material handling efficiency in manufacturing and warehousing. Initially, these systems were basic and primarily used for transporting heavy goods. However, as industries evolved, so did conveyor technology. The introduction of powered roller conveyors in the mid-20th century marked a significant advancement, allowing for greater flexibility in handling diverse products.
In recent decades, technological innovations such as automation, smart sensors, and integration with software systems have transformed roller conveyors into sophisticated, responsive systems. This evolution reflects broader trends in industrial automation and logistics, aligning with the demands of modern supply chains. As roller conveyors continue to adapt to new technologies and market needs, they remain a critical component of efficient material handling solutions across various industries.
Frequently Asked Questions (FAQs) for B2B Buyers of roller conveyors
-
1. How do I choose the right roller conveyor for my application?
Selecting the appropriate roller conveyor involves assessing several factors such as the type of products being transported, their weight, dimensions, and the specific operational environment. For instance, gravity roller conveyors are suitable for lighter items, while powered conveyors are ideal for heavier loads or complex transport paths. It’s essential to consider the layout of your facility, the speed of transport needed, and whether accumulation or sorting features are required. Consulting with a conveyor specialist can provide tailored recommendations based on your unique operational needs. -
2. What is the best roller conveyor for heavy loads?
For transporting heavy loads, a powered roller conveyor with larger diameter rollers is often the best choice. These systems can handle substantial weight and provide smooth movement, reducing strain on both the conveyor and the product. Look for options that feature heavy-duty materials, such as steel rollers, and consider configurations that allow for the efficient handling of pallets or bulk items. It’s also wise to evaluate the conveyor’s load capacity rating and ensure it aligns with your operational demands. -
3. What are the typical lead times for roller conveyor orders?
Lead times for roller conveyor orders can vary significantly based on factors like the manufacturer, product availability, and customization requirements. Standard conveyors may have shorter lead times, often within 2-4 weeks, while custom solutions could take 6-12 weeks or more. It’s advisable to discuss timelines upfront with your supplier and factor in shipping times, especially if importing to regions like Africa or South America, where logistics can introduce additional delays. -
4. How can I ensure the quality of roller conveyors before purchasing?
To ensure quality, request detailed specifications, certifications, and performance data from suppliers. Conducting factory visits or audits can also provide insight into manufacturing processes and quality control measures. Additionally, seek references or case studies from other clients, particularly in similar industries. Utilizing third-party inspection services before shipment can further validate product quality, especially when sourcing internationally. -
5. What are the payment terms typically offered for roller conveyor purchases?
Payment terms for roller conveyor purchases can vary widely among suppliers. Common terms may include a deposit upon order confirmation, followed by the balance due prior to shipping. Some suppliers may offer credit terms or financing options for larger orders. It’s crucial to clarify payment methods, currency options, and any applicable taxes or duties, especially when dealing with international transactions, to avoid misunderstandings later in the procurement process. -
6. Are there minimum order quantities (MOQ) for roller conveyors?
Many suppliers impose a minimum order quantity (MOQ) for roller conveyors, particularly for custom or specialized equipment. MOQs can range from a single unit for standard products to larger quantities for custom designs or bulk orders. Understanding the supplier’s MOQ policy is vital for budgeting and planning purposes. If your requirements are below the MOQ, consider negotiating with the supplier or exploring options for used equipment to meet your needs without exceeding your budget. -
7. What are the logistics considerations when importing roller conveyors?
When importing roller conveyors, logistics considerations include shipping methods, customs regulations, and potential tariffs. Assess the best shipping options, whether by sea, air, or land, based on urgency and cost. Ensure all documentation is in order, including invoices, packing lists, and compliance certificates, to facilitate smooth customs clearance. Partnering with a logistics provider experienced in international shipments can help navigate these complexities and ensure timely delivery. -
8. How can I customize my roller conveyor system?
Customization options for roller conveyor systems can include modifications in size, roller diameter, material type, and additional features like automated controls or safety devices. Many suppliers offer design consultations to help tailor solutions to your specific requirements. Be clear about your operational needs and any space constraints, as this will guide the customization process. Additionally, inquire about lead times and costs associated with custom solutions to ensure they align with your project timelines and budget.
Top 5 Roller Conveyors Manufacturers & Suppliers List
1. WH1 – Conveyor Roller Tables
Domain: wh1.com
Registered: 1997 (28 years)
Introduction: New & Used Conveyor Roller Tables for Sale. Types include Gravity Roller, Power Flex, Line Shaft, and Ball Transfer. Available conditions: New (74), Used (19). Stocking locations: In Stock @ Wh1 in KC (23), Ships from Factory (70). Dimensions: Height (2.38″ to 600.00″), Length (6.00″ to 720.00″), Width (18.00″ to 38.00″). Material: Steel (92), Steel/Aluminum (1). Capacity: 200 lbs. to 400 lbs. per…
2. Hytrol – Live Roller Conveyor

Domain: hytrol.com
Registered: 1996 (29 years)
Introduction: Live Roller Conveyor is a powered roller conveyor designed for moving boxed or palletized products. It utilizes electric power to propel items smoothly and continuously, enhancing efficiency and reducing manual handling. Key features include:
– Versatility for various industries such as warehousing, manufacturing, food and beverage distribution, and e-commerce.
– Customization options for inclines…
3. Grainger – Roller Conveyors
Domain: grainger.com
Registered: 1994 (31 years)
Introduction: This company, Grainger – Roller Conveyors, is a notable entity in the market. For specific product details, it is recommended to visit their website directly.
4. Ashland Conveyor – Gravity Roller Conveyor Systems
Domain: ashlandconveyor.com
Introduction: Gravity Roller Conveyor Systems are designed to carry light, medium, and heavy loads with firm, flat bottoms such as cartons, totes, cases, skids, and drums. The standard line includes rollers from 3/4″ to 2-5/8″ diameter in various frame styles. Some models are suitable for temporary setups, while others are designed for permanent installation. Key specifications include:
– Roller diameters: 3/4…
5. Creform – Narrow Roller Conveyors

Domain: creform.com
Registered: 1996 (29 years)
Introduction: Narrow Roller Conveyors by Creform Corporation are designed for effective material handling challenges. Key features include: superior construction, wide plastic wheels for a broad range of applications, quiet operation, precision rollers that spin freely on polished stainless steel axles, and reduced flow lane angle requirements compared to conventional skatewheel conveyors. These conveyors utili…
Strategic Sourcing Conclusion and Outlook for roller conveyors
Why is Strategic Sourcing Essential for Roller Conveyors?
In the fast-paced world of material handling, roller conveyors play a pivotal role in enhancing operational efficiency. Strategic sourcing allows businesses to leverage a diverse range of suppliers, ensuring access to both new and used equipment that meets specific operational needs. By prioritizing cost-effectiveness and quality, organizations can save significantly—potentially 30-50%—when opting for used systems without compromising on performance.
How Can International Buyers Benefit from a Global Supplier Network?
For international B2B buyers in regions such as Africa, South America, the Middle East, and Europe, engaging with a global network of suppliers can provide tailored solutions that address local market demands. The ability to source from multiple vendors not only fosters competition but also enhances innovation, enabling companies to adopt the latest technologies in roller conveyor systems.
What’s Next for Your Material Handling Strategy?
As you consider your next steps, evaluate your current material handling processes and identify areas for improvement. Investing in the right roller conveyor system can lead to significant productivity gains and operational resilience. We encourage you to reach out to suppliers who understand your unique challenges and can provide customized solutions. Embrace the future of material handling—optimize your supply chain today for a more efficient tomorrow.

Illustrative image related to roller conveyors
Important Disclaimer & Terms of Use
⚠️ Important Disclaimer
The information provided in this guide, including content regarding manufacturers, technical specifications, and market analysis, is for informational and educational purposes only. It does not constitute professional procurement advice, financial advice, or legal advice.
While we have made every effort to ensure the accuracy and timeliness of the information, we are not responsible for any errors, omissions, or outdated information. Market conditions, company details, and technical standards are subject to change.
B2B buyers must conduct their own independent and thorough due diligence before making any purchasing decisions. This includes contacting suppliers directly, verifying certifications, requesting samples, and seeking professional consultation. The risk of relying on any information in this guide is borne solely by the reader.